Výběr zařízení pro svařování polyethylenových trubek

V posledních letech se polyethylenové (PE) trubky aktivně prosazují na trhu s vodovodními a plynovodními trubkami a stávají se de facto standardem pro vytváření nových i oprav a modernizací stávajících plynovodů. Nejběžnějším způsobem montáže PE trubek je jejich svařování pomocí speciálního zařízení. Spolehlivost spoje trubek v konečném důsledku určuje životnost systému přívodu plynu nebo vody jako celku, takže volba zařízení pro svařování polyethylenových trubek je důležitým úkolem, kterému by měla být věnována zvláštní pozornost.

Vlastnosti
Výběr zařízení pro svařování trubek z PE, musíte mít jasno v jakém druhu práce s ním budete dělat. Vlastnosti požadovaného zařízení budou do značné míry záviset na způsobu svařování, který plánujete používat nejčastěji.
Existují čtyři hlavní způsoby pájení polyethylenových výrobků.
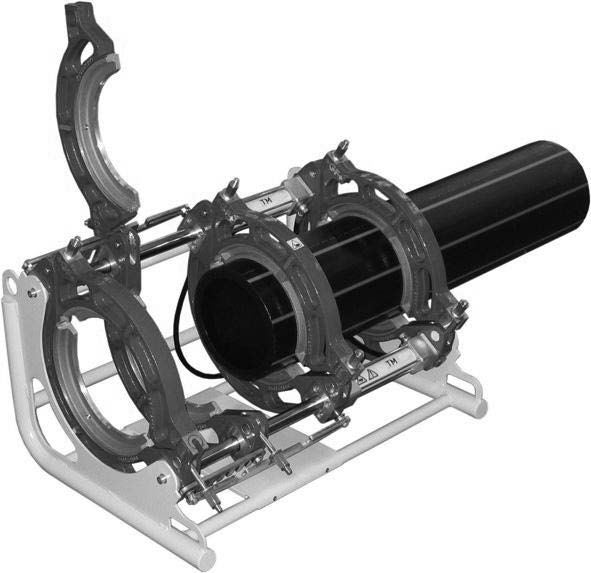
- Tupý spoj Svařování - tato metoda je nejběžnější a je založena na vzájemném spojení ohřívaných konců trubek nebo s kování pomocí speciálního svařovacího zrcadla. Tupý spoj umožňuje získat poměrně kvalitní spoj za přijatelnou cenu zařízení, avšak tento způsob není vhodný pro spojování výrobků s tloušťkou stěny menší než 4,5 mm. Použití svařování na tupo vyžaduje důkladné čištění spojovaných povrchů, maximální přesnost ořezávání výrobků a aplikaci správného tlaku na trubky během jejich spojování.
- Spojení potrubí do zásuvky (nebo metoda spojky) je spolehlivý, ale méně běžný a dražší způsob založený na spojování výrobků prostřednictvím speciální spojky. Možné jsou také možnosti propojení přímo mezi dvěma trubkami různých průměrů. Tato metoda se nepoužívá pro pokládku potrubí, která jsou venku.



- Elektrofúze (nebo termistorové) svařování trubek - tento způsob je podobný dokování do zásuvky, ale spojka v něm použitá obsahuje kovový topný prvek, který přispívá k rovnoměrnějšímu ohřevu připojených výrobků a elektrické spojky. V každém elektromultiplikátoru je speciální čárový kód, ve kterém jsou parametry elektrického proudu potřebné pro tuto spojku zašifrovány, takže zařízení tohoto typu jsou často vybavena snímačem čárového kódu. Metoda termistoru je ještě spolehlivější (a dražší) než spojka jedna, proto se používá hlavně v případech, kdy je nutné zajistit velmi stabilní spojení (například při vedení potrubí v oblastech častých zemětřesení). Tato metoda se používá pro připojení trubek o průměru 20 mm s jakoukoliv tloušťkou stěny a požadavky na přesnost držení technologických parametrů v ní jsou podstatně nižší než při pájení na tupo.
- Vytlačování Svařování je způsob podobný elektrickému svařování, při kterém se ohřívaný polyetylén přivádí přes speciální vytlačovací stroj do svařovací oblasti, čímž se vytváří spoj mezi trubkami. Pevnost získané sloučeniny obvykle nepřesáhne 80% pevnosti polyethylenu, proto se způsob vytlačování obvykle používá hlavně pro připojení trubek s jinými výrobky z plastů a pro instalaci trubek o průměru 630 mm v místech, kde není pravděpodobné, že budou vystaveny vysokému zatížení.


Druhy
Všechna zařízení pro svařování polyetylénu se skládají ze čtyř hlavních modulů - generátoru (obvykle pracujícího na principu střídače s transformátorem nebo spínacího zdroje), modulu řízení výkonu, modulu pro řízení teploty a procesní jednotky, ve které probíhá samotný proces připojení. Každá ze čtyř výše popsaných metod svařování se provádí vhodným nástrojem.

Stroje existující pro každý ze čtyř způsobů lze rozdělit do 3 kategorií podle stupně automatizace.
- Kapesní počítače - jsou obvykle nejlevnější (nejjednodušší páječka pro ruční svařování na tupo ze tří tisíc rublů), ale pravděpodobnost chyby při pájení je vyšší, protože jsou velmi závislé na lidském faktoru. Tato zařízení se používají pouze pro připojení PE trubek o malém průměru, nejčastěji v domácích podmínkách. Obvykle jsou zařízení pro svařování na tupo a hrdla manuální, i když existují i ruční extrudéry. Termistorové svařování pomocí ručního zařízení je prakticky nemožné kvůli potřebě vytvořit specifický proudový režim pro každou elektrickou spojku.



- Poloautomatické svařovací stroje - taková zařízení jsou spolehlivější a dražší než ruční a úloha operátora v nich spočívá v zadávání všech požadovaných svařovacích charakteristik (včetně tloušťky stěny a průměru trubky, teploty procesu svařování, doby ohřevu, aplikace tlaku a chlazení) na ovládací panel a řízení procesu. Poloautomatické jednotky jsou vyráběny pro všechny čtyři typy pájení, zvláště běžné jsou poloautomatická zařízení pro elektrofúzní svařování.



- Automatické stroje - v těchto zařízeních obsluha vstupuje do počítače pouze základní parametry svařovaných trubek (materiálu a rozměrů) a počítač pomocí speciálního softwaru vypočítá všechny potřebné vlastnosti a přenese je do stroje, který provádí všechny následné technologické operace samostatně. Osoba musí pouze zadávat data správně a zajistit, aby stroj měl dostatek spotřebního materiálu. Ceny těchto zařízení se pohybují od několika set tisíc do milionu rublů a používají se pro svařování trubek jakéhokoli průměru a umožňují vám zajistit nejlepší kvalitu připojení.

Poloautomatická zařízení jsou rozdělena podle typu pohonu do mechanického a hydraulického. U zařízení s mechanickým pohonem se síla potřebná k vycentrování a přidržování trubek během svařovacího procesu vytváří pomocí obsluhy, proto se používají pouze při práci s trubkami o průměru menším než 160 mm. Hydraulický pohon nevyžaduje použití síly od obsluhy a používá se pro svařování výrobků jakéhokoliv průměru, včetně více než 160 mm.
Automatické svařovací stroje PE jsou vybaveny výhradně hydraulickým pohonem.


Další důležitou vlastností svařovacího stroje je průměr trubek, které lze připojit, protože standardní rozměry PE trubek jsou v rozsahu 16 až 1600 mm. Například potrubí s průměrem 20 až 32 mm se obvykle používají pro přívod vody v bytech, ale pro instalaci hlavních potrubí již budete potřebovat přístroj schopný pájení trubek o průměru 90/315 mm nebo více.
Nejoblíbenější zařízení jsou nyní firmy Georg Fischer (Švýcarsko), Rothenberger (Německo), Advance Welding (Spojené království), Eurostandard, Technodue a Ritmo (Itálie), Dytron (Česká republika), KamiTech a Nowatech (Polsko). Existují také ruští výrobci zařízení pro svařování polyethylenu, například závod Volzhanin, který vyrábí zařízení pro pájení na tupo při svařování výrobků o průměru 40 až 1600 mm a elektrofúzních přístrojů schopných spojovat trubky do průměru 1200 mm.


Jak si vybrat?
Výběr svařovacího zařízení je především nutné jasně pochopit plánované objemy a podmínky práce.
- Obrovský a drahý průmyslový stroj bude pro jednoduchého instalatéra k ničemu a levné ruční zařízení nepomůže společnosti, která se zabývá pokládkou průmyslového vysokotlakého plynovodu.
- Pokud není pokládka potrubí v žádném případě spojena s vaší prací a vy si jen chcete opravit domácí instalatérské práce sami - stačí jen velmi jednoduchá ruční páječka pro pájení, např. Elitech SPT-800.
- Při nákupu zařízení pro svařování na tupo nezapomeňte, že tento způsob vyžaduje striktně vertikální řez konců výrobků, které mají být spojeny, proto bude rozumné koupit speciální elektrořezač se svařovací jednotkou, která může řezat trubky přesně v pravém úhlu k jejich ose.
- Pokud si nejste jisti svými schopnostmi pájení, ale nejste omezeni financemi, poloautomatický stroj pro elektrofúzní svařování, například Nowatech ZERN-800 PLUS, vám umožní, abyste se nemuseli obávat možného průniku vodovodního nebo plynového potrubí po opravě.


Pokud jste profesionální, nejprve pečlivě prostudujte vlastnosti trubek, které používáte, a možné podmínky jejich provozu. Nezapomeňte na limity použitelnosti každé z těchto metod (například svařování na tupo by nemělo být prováděno při okolní teplotě nižší než 15 a nad 45 stupňů Celsia) a pečlivě si přečtěte pokyny pro jakékoli zařízení před nákupem.
V případech, kdy se problém nakonec sníží na volbu mezi poloautomatickou a automatickou, nezapomeňte, že pro správné použití poloautomatu musíte mít zkušenosti s výpočtem všech potřebných svařovacích charakteristik pomocí speciálních tabulek a grafů. Při nákupu poloautomatu je třeba věnovat pozornost možnosti těžby dřeva, což umožňuje uložit nastavení pro svařování za stejných podmínek (například pomocí stejného příslušenství), což šetří čas, když často provádíte stejný typ práce.
Některá poloautomatická zařízení neobsahují vestavěnou funkci protokolování, ale mohou k tomu umožnit připojení externího zařízení.

Pokud musíte pracovat s vysokotlakým hlavním plynovým nebo olejovým potrubím, nejlepší volbou by byl automatický elektrofúzní stroj, například série Georg Fischer MSA.
Je důležité si uvědomit, že účinnost aplikace svařování tepelným odporem často závisí více na kvalitě použitých spojek než na parametrech použitého stroje, takže nikdy nespotřebovávejte na spotřební materiál.


Když finanční plánování nezapomeňte, že kromě nákladů na zařízení je nutné vzít v úvahu náklady na spotřební materiál, protože použití elektrofúzní metody pro instalaci potrubí s velkým počtem připojení může významně zvýšit náklady na práci ve srovnání s pájením na tupo nebo zásuvce.
Pokud neplánujete přístroj pravidelně používat, můžete využít služeb pronájmu, které nabízí mnoho společností prodávajících zařízení pro pájení polyetylénu.

Technologii pájení plastových trubek můžete zjistit na níže uvedeném videu.













