Ohýbání profilů: efektivní a bezpečné metody

Ohýbání trubek se provádí při výstavbě potrubních systémů, při výrobě stavebních konstrukcí, výrobků pro různé potřeby obyvatelstva a městských farem ve stavebnictví, energetice, ropě a plynu, vodě a mnoha dalších oblastech. Obecně je nemožné spočítat součet, ale je užitečné vědět, jak ohnout trubky. V domácnosti mohou být užitečné i jiné metody.

Druhy výrobků
Výrobky válcování profilových trubek jsou reprezentovány řadou kovových trubek různých konfigurací v průřezu průřezu. Mohou být velmi rozdílné, ale odlišné od kola, to je nestandardního tvaru: vejčitého a plochého oválu, obdélníkového, často majícího čtvercovou konfiguraci se zaoblenými rohy a dokonce i mnohostranného tvaru. Kolo je používáno úzce - hlavně pro výstavbu vodovodních a kanalizačních sítí.





Profily čtvercových a obdélníkových tvarů jsou více poptávány na trhu. Vzhledem k tomu, že je nejjednodušší upevnit jakýkoliv materiál na rovnou stěnu, jsou populárně využívány při stavbě průmyslových a obytných budov. Takový prvek má zvýšenou pevnost a je výztuhou v budově. Profil dobře zvládá momentové zatížení (zatížení ohybem), což je důvod, proč jsou dobrou volbou pro použití při stavbě kovového rámu budov různých účelů.




Výrobky jsou vyráběny v širokém rozsahu velikostí, v závislosti na typu kovu: například měď lze nalézt v řadě silnostěnných profilů s velkou hodnotou plochy řezu, na rozdíl od hliníku. Nábytek je vyroben z tenkostěnných nerezových výrobků. Materiál pro výrobu se často stává vysoce nebo nízkolegovanou ocelí. Čtvercové trubky se liší výrobním postupem: jsou elektrolytické, válcované za studena a válcované za tepla, bezšvové. Zvláštním rysem svařování je přítomnost inertního plynného média, ale existuje i jiný způsob - indukční svařování.



Vlastnosti
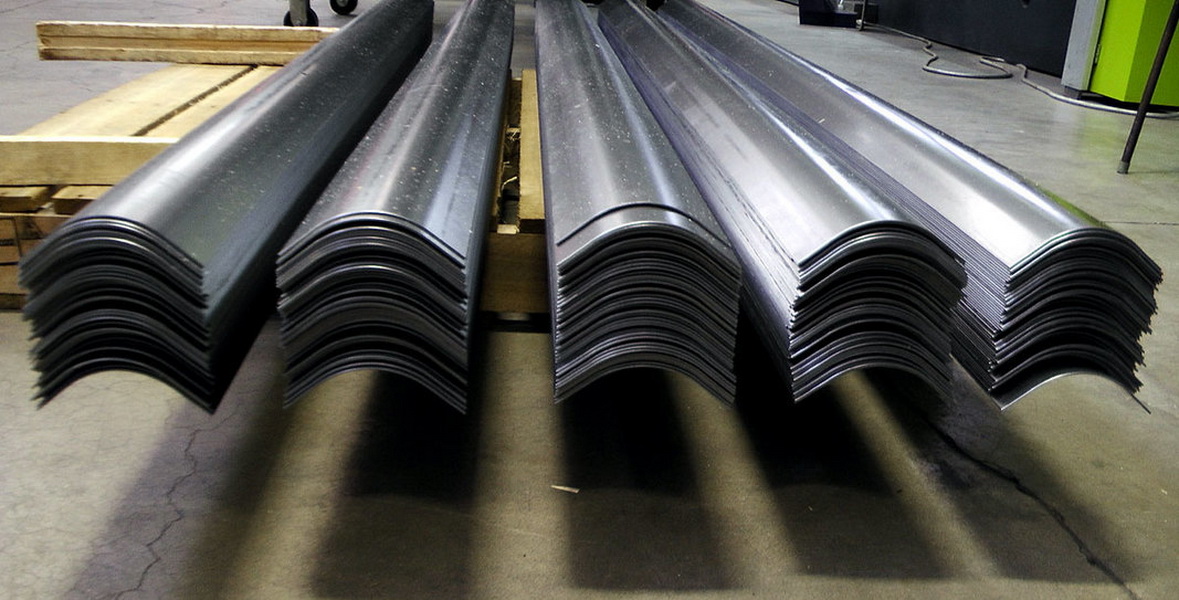
Výrobky z profilových trubek nemají velkou hmotnost, takže je možné snadno a v krátkém časovém úseku vytvořit těžké obloukové konstrukce. To je nepostradatelné pro stavbu různých skleníků a nízkorozpočtových skleníků.




Konstrukce s použitím kovových rámů je důležitá nejen pro letní obyvatele a zahradníky. Často je potřeba používat takové stavební materiály z městských obyvatel, pokud si přejí uspořádat soukromé území v blízkosti domu. Například, rychle a levně nainstalovat altán, krytá terasa nebo polykarbonátový baldachýn - to je docela běžné v moderních městech.




Profileprokat se také používá při stavbě schodišť a zábradlí. Často se stává, že standardní konfigurace není vhodná pro určitý typ konstrukce, zde je nutné být flexibilní s použitím speciálního vybavení nebo některých triků. O tom o něco později.




Trubky vyráběné ve výrobě mají určité specifické geometrické parametry, které následně ovlivňují plastické vlastnosti. Tloušťka stěny a příčná oblast ovlivňuje takový parametr jako minimální poloměr ohybu.Udává hodnotu zaokrouhlování, při které nedochází k mechanickému poškození.
Deformace ocelových výrobků není tak jednoduchá, jak by se mohlo na první pohled zdát. Vyžaduje určitý soubor znalostí, schopnost zvolit správnou technologii a vybavení. Jen nutný vzhled není podstatou naší práce, při jejím provádění je nutné zachovat důležité parametry - tloušťku stěny, udržovat lineární rozměry a nenarušovat provozní schopnosti. Následující působení působí na obrobek v důsledku působení síly: na vnitřní část - sílu stlačení, na vnější (vnější) - sílu napětí. Vnímání jejich působení je prvek deformován, přijímá plný nebo částečný ohyb.
Ale vzhledem k zvláštnostem detailů musíme čelit některým problémům.
- Ztráta zarovnání vlivem změny tvaru. To znamená, že trubkové segmenty mohou být v různých rovinách, což je nepřijatelné. Odborníci důvodem tohoto jevu je špatná volba způsobu ohýbání.
- Porušení vnější stěny. V procesu protahování kovu praskne, pokud zatížení překročí množství, které může vydržet.
- V důsledku nerovnoměrné kontrakce vnitřní stěny se na ní vytvoří záhyby připomínající zvlnění.

Návrat k předchozí formě nízkolegovaných a uhlíkových slitin s vysokým koeficientem pružnosti. Po ohnutí se zdá, že mnoho prvků je „pružných“ a výrobek po takovém jevu musí být znovu nastaven na požadované rozměry, což může práci zkomplikovat. Abychom se zbavili nežádoucích problémů a dodatečných prací, je nutné určit hodnotu plastového momentu materiálového odporu a při zohlednění tohoto parametru provést ohybový proces. Je třeba poznamenat, že čím menší je úhel, tím menší je elastický důsledek.

Nástroje
Přenosný profilBibs
Je velmi vhodné ohnout se okamžitě na místě instalace. Pro dosažení tohoto cíle je racionálnější používat přenosné ohýbačky trubek.

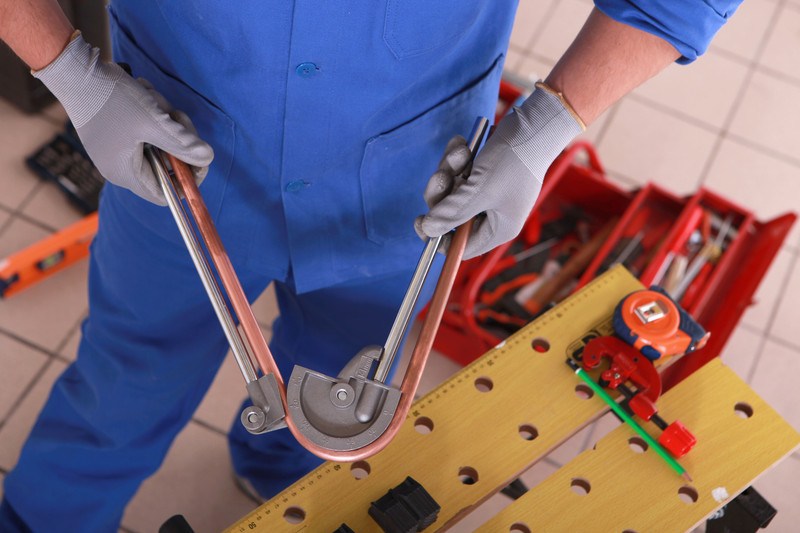
Pákový profilBibs
Při použití tohoto zařízení dochází k ohybu profilu výhradně mechanickou silou člověka. To je umožněno přítomností pákového efektu při aplikaci síly značného rozsahu. Díly z plastových kovů a nerezové oceli, jejichž průřez je nejvýše dva centimetry, se mohou ohnout na 180 stupňů.
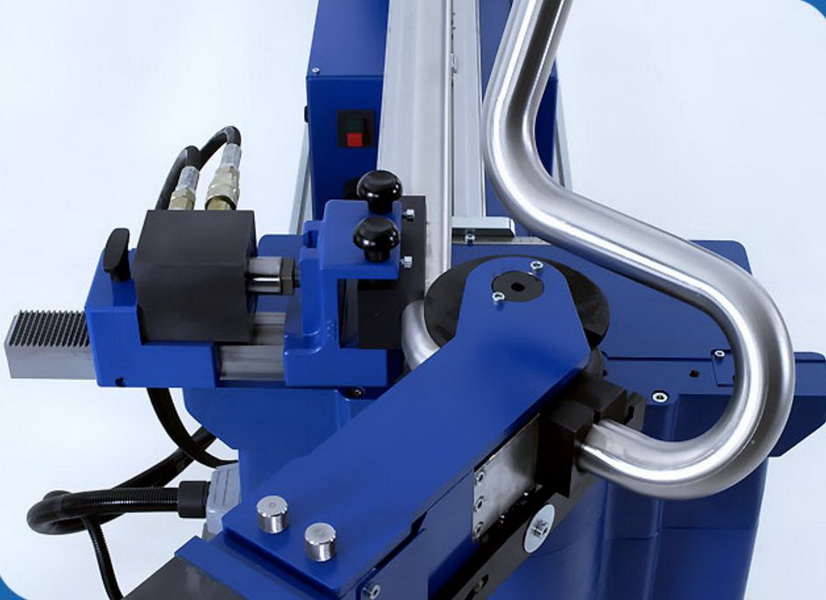
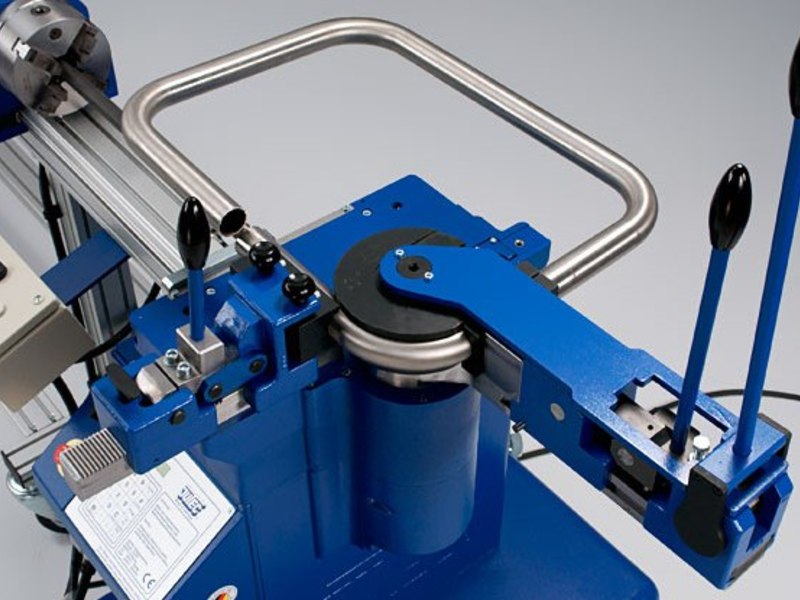
Ohýbačky trubek
Takový nástroj sestává z následujících částí: \ t
- ohýbací prvek;
- pohyblivý chopik spojený s ohýbací patkou;
- Dvě opěrné části rotující kolem vlastních os, na které je umístěn ohybný díl.

Zařízení může být s mechanickou (šroubovou) konfigurací, hydraulické s ručním ovládáním nebo s elektrickým pohonem. Taková snadno přenosná zařízení snadno ohnou úhel 90 ° k kovovým výrobkům z plastu s průřezem do 100 mm.
Hydraulické
Při výrobě a domácím použití jsou běžnější hydraulická zařízení s ručním nebo mechanickým typem expozice.
Uvádíme jejich výhody:
- Velké objemy, které mohou být provedeny ve srovnání s mechanickým profilem.
- Možnost volby vertikální nebo horizontální ohýbačky trubek vycházející z podmínek pracovního prostoru a pohodlí v práci.
- Snadná výměna razníků (náhradní díly pro určení úhlu).
- Existence zařízení, která současně ohýbají několik instalací najednou, což významně snižuje čas strávený na zařízení.
- Odstranění obtíží v práci, a to i pro začátečníky.
- Existence trubek chránících proti uklouznutí a zařízení varujících před zraněním.
- Jednoduchost self-opravy v domácnosti.

Elektrické ohýbačky trubek
Ohýbají kovové výrobky umístěné na ohýbaných součástech, které je možné v závislosti na poloměru měnit. Na těchto zařízeních je výkyvný trn, pomocí kterého mění výrobek. V nepřítomnosti elektrické energie přístroj pracuje z interní baterie.
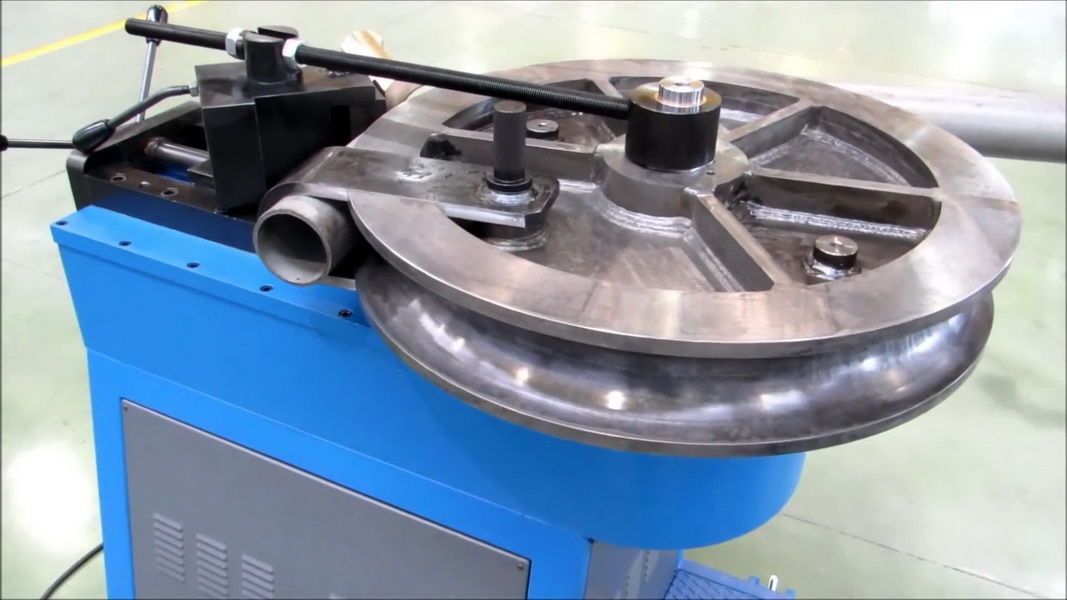
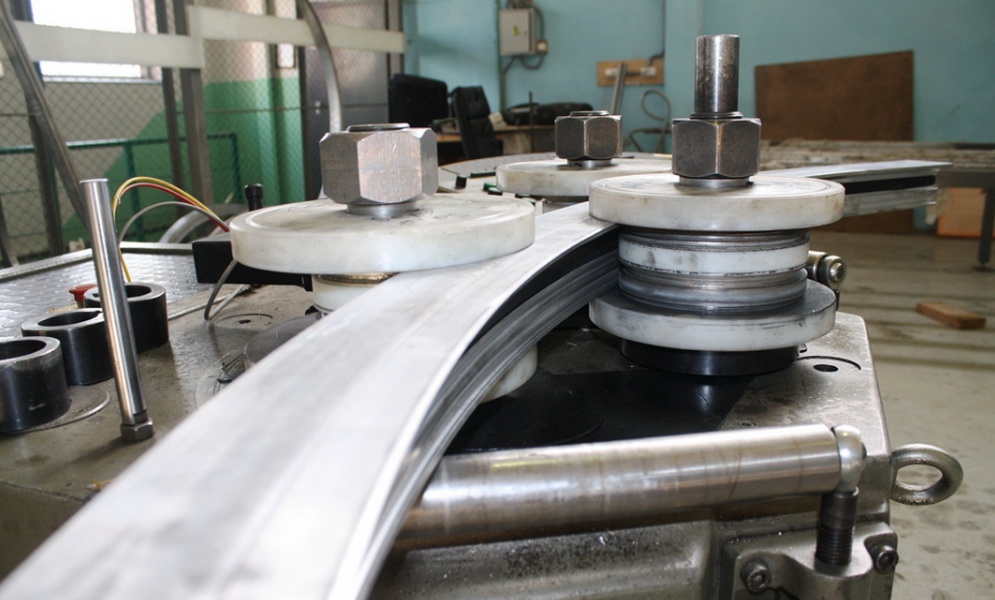
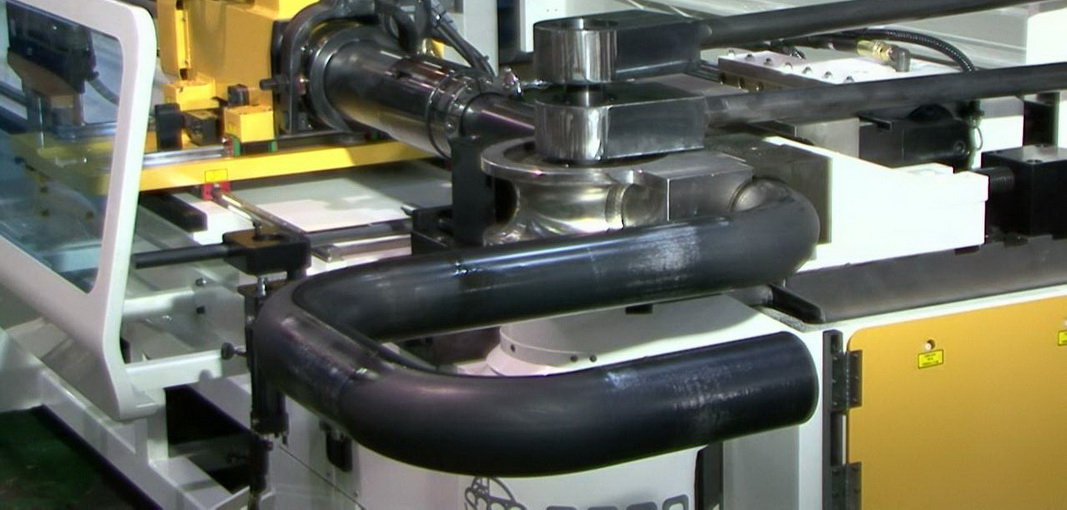
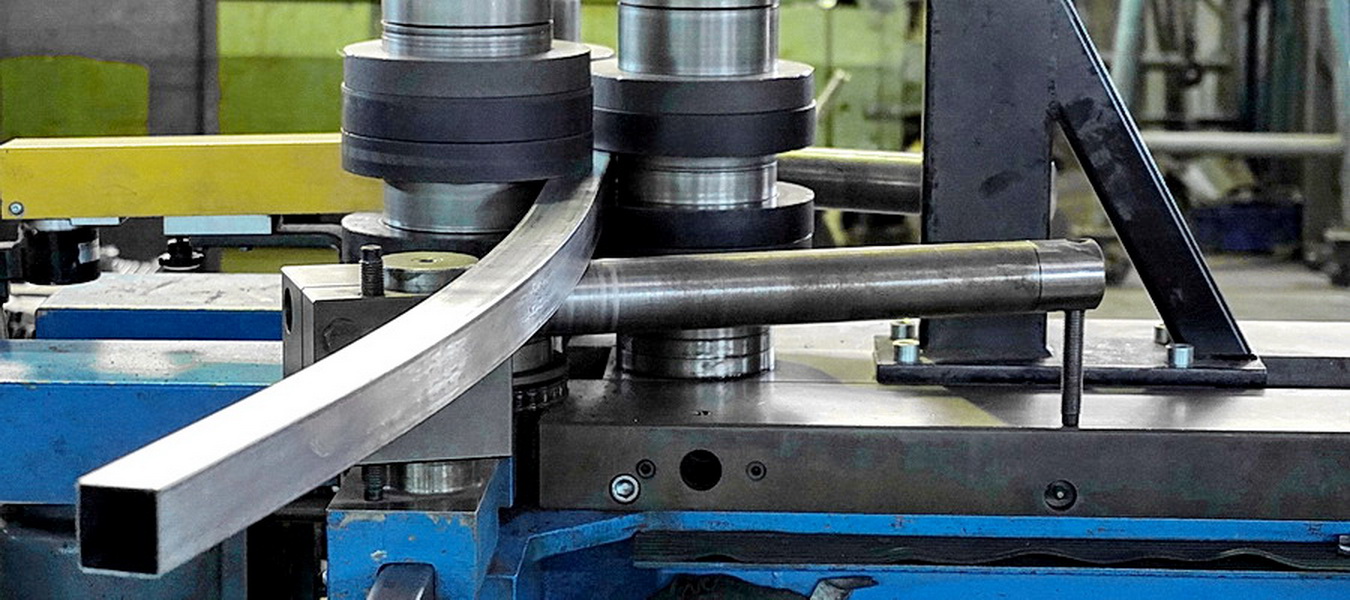
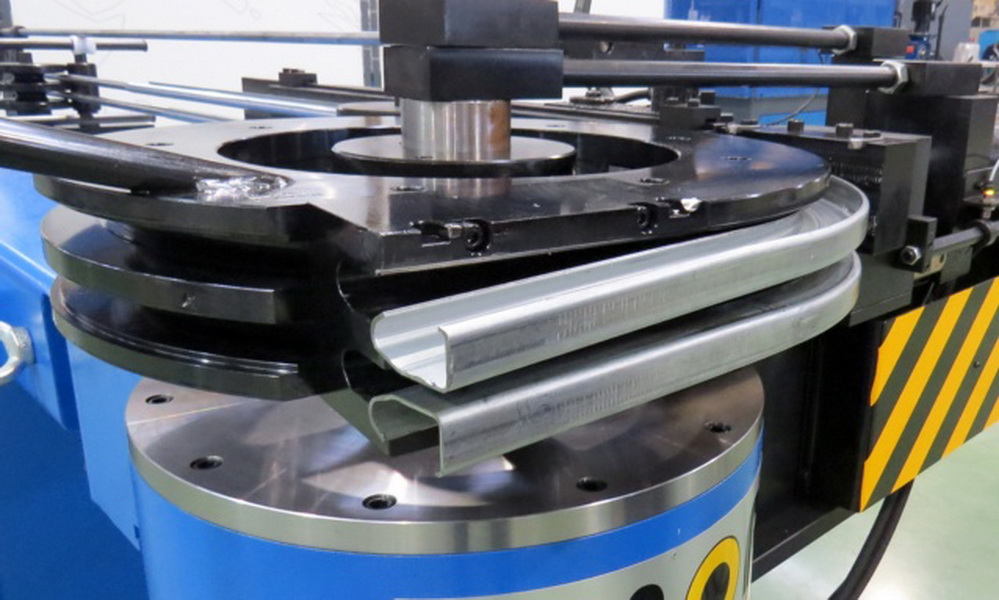
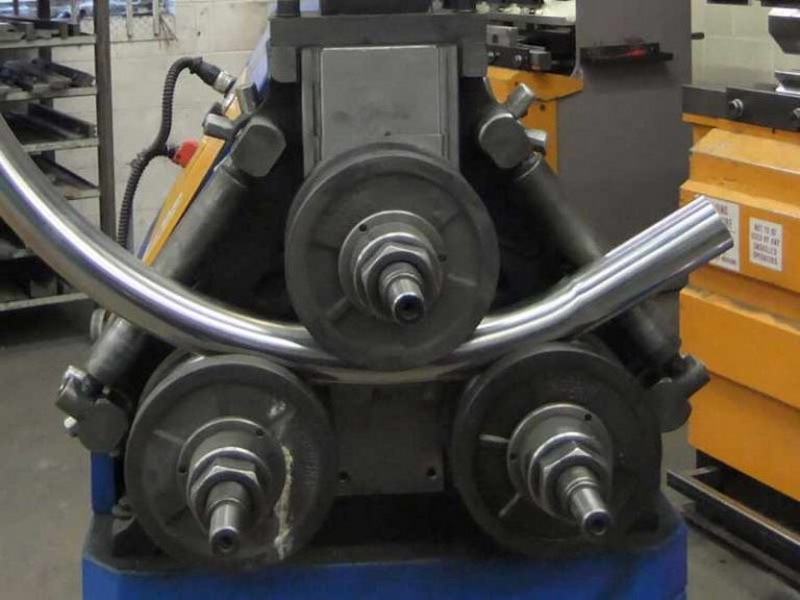
Ohýbání stroje
Při studeném způsobu, zvaném válcování, použijte standardní válcový mlýn, který má tři válečková ložiska (váleček). Tvar a poloměr ohybu na výstupu závisí na volbě a instalaci požadovaného tvaru a velikosti. Tento stroj je schopen dát ohybu dílům z jakéhokoliv materiálu a jakékoliv konfigurace - zvládá nejen čtvercové, ale i trojúhelníkové profily a komplikovanější. Pomocí těchto zařízení je možné deformovat obrobek o maximální délce, což je velmi důležité, a také získat výrobek ohnutý o 360 stupňů (v kruhu). Metoda válcování je definována jako nejobecnější typ deformace, proto zařízení patří univerzálnímu.
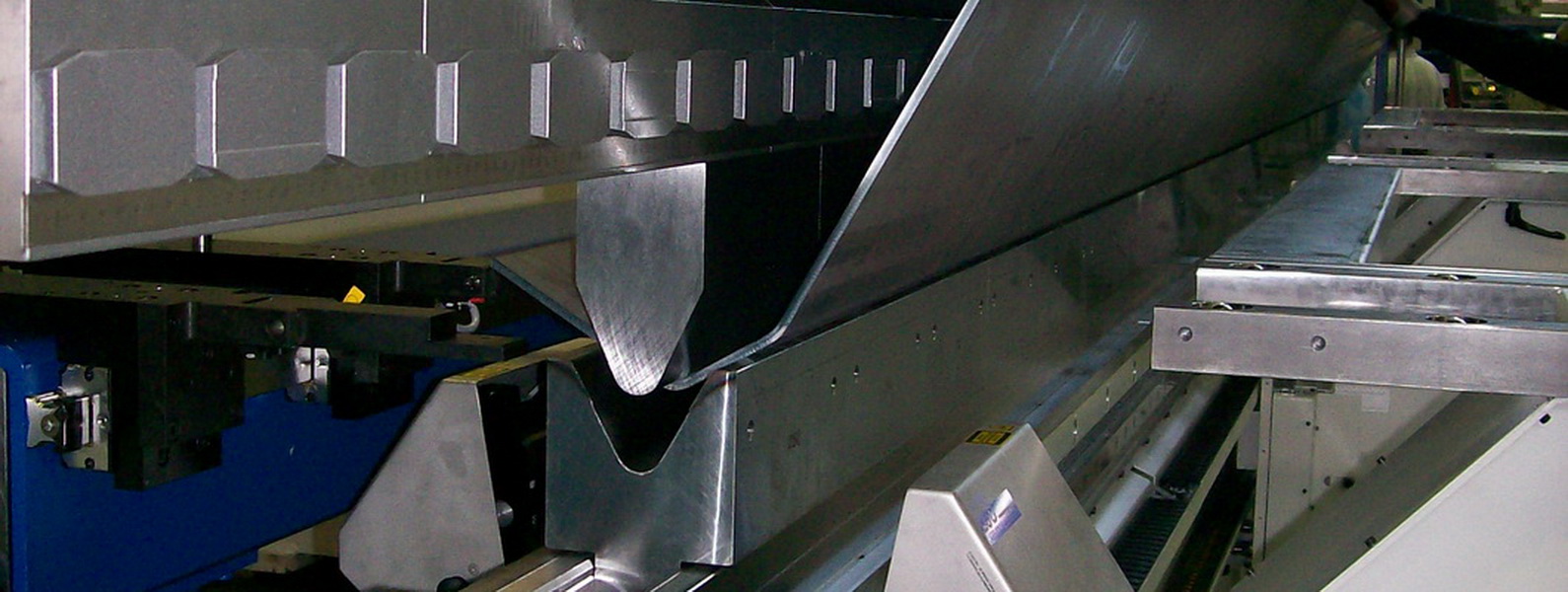
Stroj navíc umožňuje nastavit určitý úhel, což zvyšuje přesnost při instalaci. Úhel lze ovládat ručně nebo na CNC strojích (s informačně číslicovým řízením) nastaveným číselně s následným řízením procesu. Na takových strojích se provádí výroba vyhřívaných kolejnic na ručníky v každém domě. Při výrobě trubek pro vytápěné podlahy je třeba také kontaktovat strojní vybavení. Má rozsáhlou výrobu komponentů pro točitá schodiště, verandy, různé formy plotů a dekorativních prvků, které slouží pouze k dekoraci interiéru.
Pozitivními aspekty těchto zařízení jsou následující možnosti.
- Schopnost vyhnout se nepřesnostem při práci s jemnými detaily, na rozdíl od ručních zařízení, často dávají ostré ohnutí namísto hladké zakřivené čáry v obrysu.
- Přesnost Povinným kritériem při závažné výstavbě je tato položka. Opět platí, že žádné jiné typy mechanismů a metod určených pro tyto typy prací nejsou srovnávány s profesionálními stroji. Při výrobě na prodej je také bez této výhody nemožné.
- Dosáhněte vysoké rychlosti, abyste získali hotový výrobek. Průměrná rychlost ohýbání profilu je 0,2-0,3 m / s.
- Autonomie. Schopnost zařízení pracovat bez lidského zásahu v našem století již není novinkou, ale pouze užitečnou, ale někde je nezbytným doplňkem k ostatním charakteristikám.
- Potenciál velkých objemů.

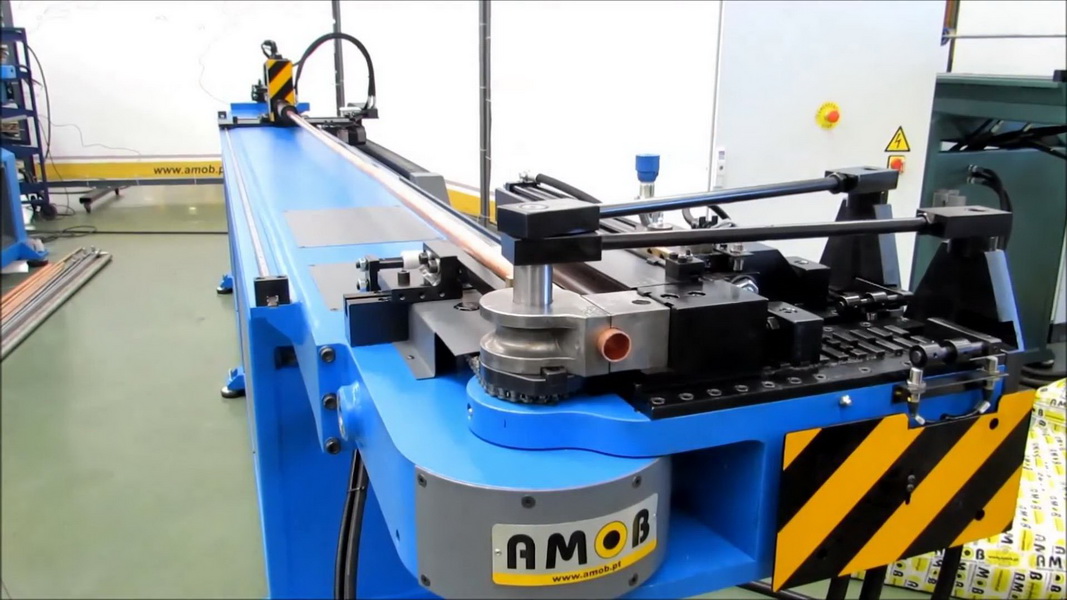
Existují stacionární ohýbačky profilů, které jsou napájeny ze sítě 380 V, nejsou vhodné pro osobní použití. Aby nedošlo k chybnému nákupu, musíte pečlivě prostudovat vlastnosti produktu. Instalace s válcováním je velmi efektivní, ale také drahá. Kromě toho je použití těchto zařízení možné pouze v továrně.
Pro získání kvalitnějších dílů se často používá ohýbání trnu, což je možné při práci s prakticky jakýmkoliv zařízením. O ní v pořádku. Dorn je tuhá nebo ohebná část umístěná uvnitř ohýbatelného segmentu v místě dalšího ohýbání. Po změně tvaru výrobku se ukáže hladký, nemá záhyby a jiné vady. Po tomto souboru výhod metodiky následuje výrazné snížení míry odmítnutí na výstupu výrobků.
Způsoby
Existují dva způsoby radiální ohýbání profilů: studené a horké (s předehřevem). Kromě separace metod podle teplotního typu, existuje mnoho dalších typů týkajících se mechanizace a použitého zařízení, například ohýbání:
- záběh;
- vinutí;
- tažení;
- metoda tříválcového válcování;
- pomocí dvou podpěr;
- metoda protahování;
- s použitím vnitřního hydrostatického tlaku;
- protažení desky formy se zakřivenou osou;
- přes kopírky.
Volba závisí na tom, zda bude fungovat horká nebo studená volba.
S chladným výkonem to lze dosáhnout několika možnostmi.
- běh (průměr do 70 mm; s nízkými požadavky na kruhovitost průřezu v ohybu);
- navíjení (průměr do 20 mm);
- tažení (pro tenkostěnné);
- se dvěma podpěrami (průměr do 300 mm).
Studený se přiblíží k malému průměru a studený způsob nebude schopen výrobek ohnout, například pod úhlem 45 stupňů. Zahřívání zlepšuje deformační vlastnosti kovu a zvyšuje plasticitu, což usnadňuje práci. Předehřátí nezpůsobuje problémy s manželstvím v podobě trhlin, zbytkového poškození, zvlnění a dalších následků. Ve velkých průmyslových odvětvích se vytápění provádí vysokofrekvenčními proudy (HDTV). V přítomnosti malé sekce je možné použít ruční přenosné nástroje, pro velkou část není tato alternativa použitelná, zde se používá mechanizované zařízení.
Kromě těchto nuancí stojí za zmínku i fenomén elastických následků. To znamená schopnost částečně vrátit obrobek po deformaci do jeho původního tvaru. Hodnota závisí na typu materiálu a rozměrech profilu, na teplotě a druhu práce - ručně nebo na speciálním zařízení.
Kromě výše uvedených technik, doma, proces může být prováděn s použitím zařízení, které je snadné vytvořit sami. V závislosti na počátečních vlastnostech a požadovaném obvodu je k dispozici dostatek možností, jak ušetřit drahé zařízení. Níže je uvedeno několik příkladů.
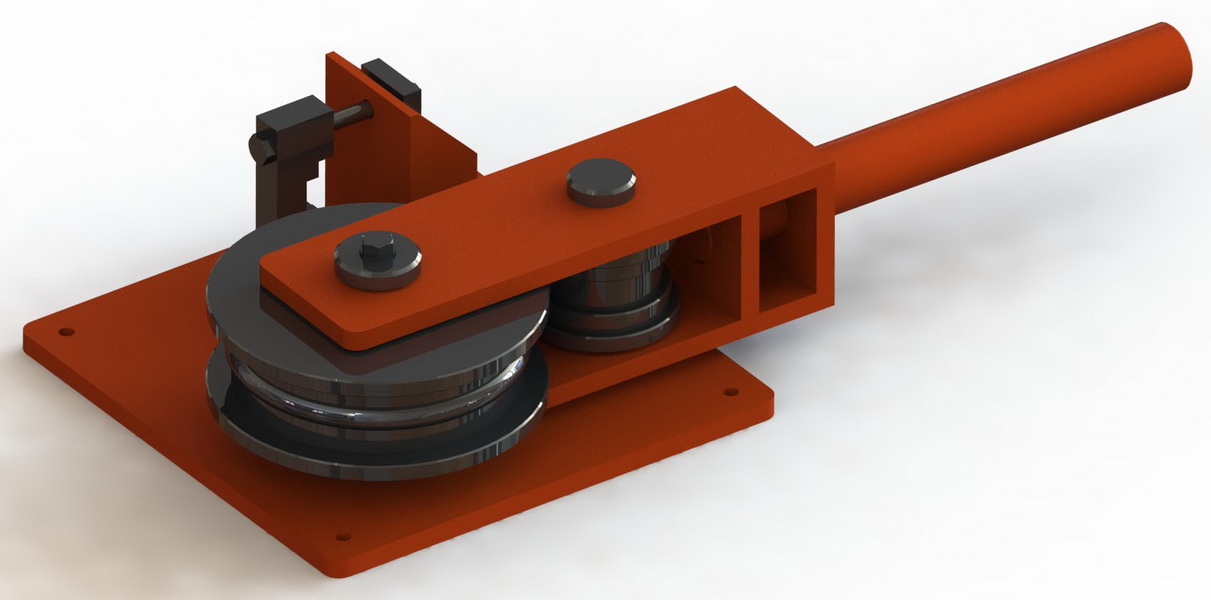
Domácí válečkový mechanismus
Toto je nejbližší verze k původnímu profilu válečku. Chcete-li jej vytvořit, budete muset zakoupit 2-4 videa. Je třeba poznamenat, že jejich šířka by měla mírně přesahovat šířku samotného výrobku. Abyste dosáhli výsledku, musíte jej vodorovně upevnit, aby válečky měly možnost volně otáčet, musí být v takové vzdálenosti od sebe, aby nenarušovaly trubku procházející systémem bez překážek.

Tento do-it-yourself asistent vám umožní ohnout výrobek po obvodu. Pokud je třeba dosáhnout určitého úhlu, musí se systém skládat ze tří rotujících válců. Zatímco jeden z nich je žádoucí ponechat nastavitelný. Výztužný prvek je umístěn mezi válečky a osoba, která tento proces řídí, začne rolovat.
Pomocí "brusky" a svařovacího stroje
Pokud je výstavba takového mechanismu nemožná z důvodu financí, času, dovedností nebo jiných důvodů, existují pochopitelnější varianty. Použití způsobu svařování však vyžaduje značný čas a vyžaduje pracnost.
Sled prací je následující.
- Nejprve se doporučuje vypočítat přípustný a určit si požadovaný poloměr ohybu.
- Aplikujte podél příčných značek produktu, které budou dále řezány pro další připojení. Čím hladší je přechod v ohnutém dílu, tím častěji je nutné provádět značení.
- Proveďte řezy tří vybraných stran (hran) na nakreslených značkách. Čtvrtá strana by se neměla dotýkat.
- Po řezání produkt ohněte na požadované zakřivení. pro zlepšení přesnosti můžete udělat kus. Například připravte dřevěnou část s požadovaným ohybem. Přišroubovanou stranu válcované strany nasaďte na zakřivený okraj šablony, upevněte a pak ohněte pole tak, aby odpovídalo ohybu šablony.
- Opatrně a spolehlivě svařte.
- Místo svařování důkladně svařte tak, aby povrch dílu byl hladký, bez vyčnívajících švů.


S velkou plochou řezu je tato metoda v nepřítomnosti jiných vhodnější než kdy jindy.Tato metoda je však použitelná pro jednotlivá díla, takže by neměla být aplikována na ty, kteří potřebují deformovat velké množství prvků. V tomto případě může být rozumnější uvažovat o vytvoření ohýbačky.

Pružina pro ohýbání
Všichni mistři o této metodě vědí. Její podstata je následující: speciální speciální pružina čtvercového průřezu ocelového drátu je umístěna uvnitř trubky v místě, kde je nutné získat ohyb. Pružina bude sloužit jako trn, jeho průřez by měl být o 1-2 mm menší než vnitřní průřez. Použitím hořáku se místo dalšího ohybu zahřeje, aplikuje se na polotovar s vhodným poloměrem ohybu a pomocí síly nestiskne prudce, dokud se nedosáhne požadovaného zakřivení. Tato metoda je velmi jednoduchá, ale při její práci se doporučuje pečlivě dodržovat bezpečnostní opatření: pracovat ve speciálních rukavicích a používat kleště.
Tipy
O složitosti horké metody
Chcete-li trubku úspěšně ohnout horkým způsobem, měli byste použít výplň z písku. Ideální možností je střednězrnný písek - konstrukce nebo řeka. Není-li možné použít právě toto, jako poslední možnost, bude vhodný i materiál z dětského pískoviště, ale dříve očištěný od zbytečného obsahu. Pro vyčištění od zbytečných nečistot je nutné prosít sítem s otvory asi 2 mm. Po prvním promítání na sítu zůstanou velké předměty - větvičky a oblázky. Jejich přítomnost ve výplni je mimořádně nežádoucí, protože při zahřátí mohou ovlivnit reliéf a vytvořit vydutí. Další, budete muset prosít budoucí výplň podruhé, již přes jemné síto zbavit příliš jemného písku. Po prosévání se písek kalcinuje.

Trubka, na místě, kde dojde k ohybu, je žíhána. Než zaspí plnič je postarat se o pahýly, které mu nedovolí dostat dostatek spánku. Doporučuje se, aby byly vyrobeny ze dřeva tak, aby dobře přiléhaly ke stěnám. V jedné ze zástrček je nutné řezat drážky, kterými musí horký vzduch vycházet. Takové otvory jsou umístěny na každé straně, to znamená, že by měly být čtyři čtvercové části. Po instalaci zástrčky bez otvorů přes trychtýř můžete začít plnit výplň. Současně by měl pravidelně zaklepávat část, aby se písek uzavřel. Po upevnění druhé zástrčky můžete označit místo ohybu, upevnit díl a vytvořit rovnoměrné vytápění. Pokud je díl svařen, šev by měl být umístěn mimo ohyb, aby se zabránilo jeho divergenci. Barva části připravené k ohybu musí být v barvě červeno-třešňové barvy a od potrubí musí odletět z váhy.

Doporučuje se ohýbat kovové výrobky z prvního ohřevu, jinak to může vést ke ztrátě pevnosti a lomu prvku. Pokud se po ochlazení obtížně odstraní dřevěné zátky, lze je zapálit a po vypálení vylijte písek.
O složitosti studené metody
Jemnosti studené metody:
- Bez použití speciálních nástrojů a vytápění v chladném období může být proces ohýbání velmi usnadněn. Pro tento účel se alternativně k metodě písku používá voda jako plnivo. Po naplnění a instalaci zátek je výrobek vystaven mrazu po dobu nezbytně nutnou k úplnému zmrazení kapaliny. S ohledem na fyzikální vlastnosti zmrzlé vody bude ohýbání jednodušší.
- Aby se zabránilo poranění kartáčků a snížily se aplikované síly, navrhuje se použít profilovou trubku s průřezem mírně ohnutým. Pro tento účel se na okrajích menšího profilu nosí větší profil, čímž se zvyšuje pevnost ramene.
- Mistrům se doporučuje, aby provedli zkušební ohyb na zbytečné části produktu, což poskytne představu o jeho fyzikálních vlastnostech a zabrání chybám v následných pokusech.
Shrneme-li výše uvedené, můžeme vyvodit závěry o tom, jak účinná bude tato nebo taková metoda. Je vhodnější obrátit se na profesionály, kteří mají vybavení speciálně určené pro tento účel, aby získali lepší výsledek a ušetřili čas. Pokud práce zahrnuje vícenásobné ohýbání výrobků, tak proč ne přemýšlet o nákupu speciálního vybavení, a také možná o poskytování služeb ohýbání ostatním lidem. V tomto případě můžete zařízení rychle zaplatit.
Alternativně je zde možnost pronájmu zařízení na ohýbání trubek po určitou dobu. Pokud ve vašem městě existuje taková možnost, ušetříte čas a nebudete muset přeplácet za drahé služby společností.
Informace o tom, jak ohnout trubku bez ohýbačky trubek, viz následující video.



















