Jak si vybrat a nainstalovat polypropylenové trubky pro vytápění?

Když mluví o vytápění, často se zaměřují na kotle, radiátory, regulátory. Trubky používané k vzájemnému spojení těchto částí však nejsou o nic méně důležité pro vytvoření vysoce kvalitního topného systému. V posledních letech jsou stále více populární řešení z polypropylenu, proto by jim měla být věnována zvláštní pozornost.

Vlastnosti
Trubky z polypropylenu pro vytápění doporučují odborníci v případech, kdy přichází na řadu dlouhá životnost a tepelná účinnost. Stojí za to zvážit, že pouze vyztužené konstrukce splňují nezbytné požadavky v plném rozsahu. Tradiční kovové trubky se zdají být "věčné" a "nezničitelné"; po 12 měsících se jejich kvalita začíná zhoršovat. Objeví se nevyhnutelně vnitřní koroze. Podobný problém je neobvyklý, poznamenáváme, měděné potrubí, ale patří do zcela jiné cenové skupiny, takže srovnání je nevhodné.
Svařované spoje polypropylenových trubek jsou mechanicky silné, což dále zvyšuje životnost. Nízká tepelná vodivost je také velkým pomocníkem pro normální provoz. Rozdíl od potrubí pro zásobování vodou je zřejmý: je to potřeba vyztužení, které umožňuje stabilizovat strukturu při významné teplotě. Určitý nárůst plateb ve srovnání s instalatérskými konstrukcemi je také zdůvodněn zlepšeným vzhledem. Snižuje se počet kompenzačních smyček, což zjednodušuje systém a dále zvyšuje jeho spolehlivost.



Druhy
Plastová výztuž se dosahuje různými metodami.
Mezi masové produkty nyní existuje pět hlavních možností pro posílení potrubí:
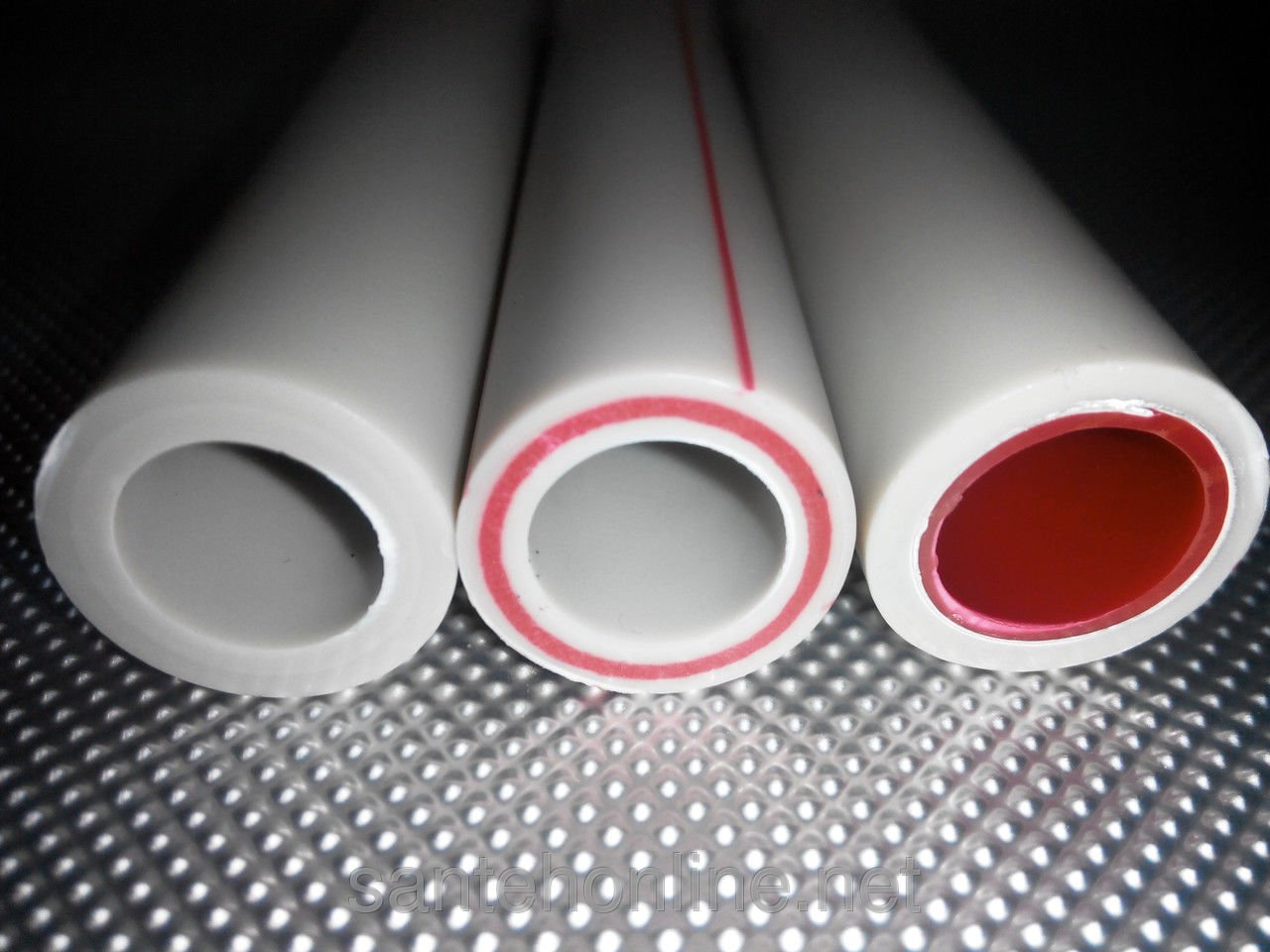
skleněné vlákno;
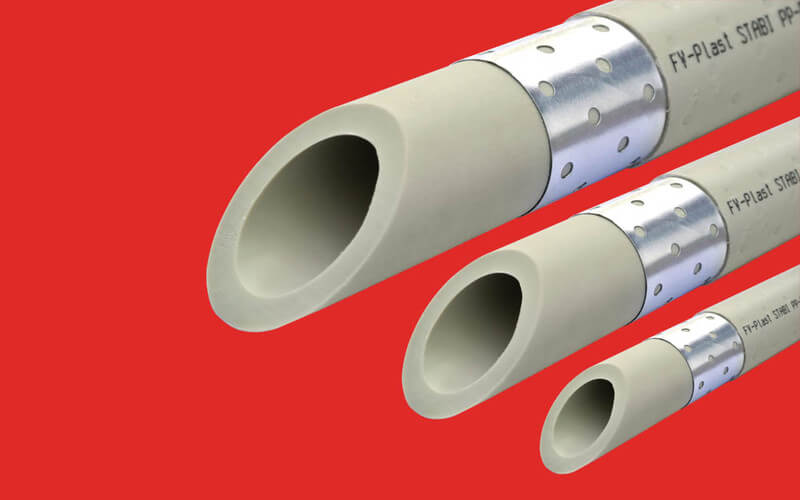
děrovaný plech;
speciální kompozity;
Pevné listy;
hliníkový profil.



Rozdíl mezi nimi je poměrně významný a není to jen cena konečného výrobku. Velký význam a heterogenní technické vlastnosti potrubních výrobků. Vytvrzování pomocí pevného plechu tedy vyžaduje povinné odstranění trubek před instalací. Protože práce je těžší, delší a dražší. Zesílené plechy usnadňují práci, ale problémem je jejich zvýšená propustnost pro kyslík, což má negativní vliv na životnost kotle a jiných kovových částí.
Někteří výrobci šli jiným způsobem a začali vyrábět trubky vyztužené skleněnými vlákny. Nevyžadují sofistikované odizolování, ale jsou dražší než obvyklá možnost. Spotřebitelé by měli také uvažovat o konstrukcích vytvrzených speciálním druhem kompozitů. Takové látky poskytují významnou mechanickou pevnost a snižují intenzitu tepelné roztažnosti. Proto se životnost výrazně zvyšuje a v tomto ohledu nejsou takové trubky horší než trubky vyztužené hliníkem.
Dalším důležitým bodem je teplota, kterou mohou jednotlivá potrubí vydržet. Polypropylen sám o sobě měkne při 140 stupních a již při teplotě 175 ° C se změní na kapalinu. Je však důležité vzít v úvahu, že velmi vysoká teplota, i když nedosahuje stanovených kritických hodnot, může deformovat potrubí uvnitř při vysokém tlaku. Proto regulační dokumenty vycházejí ze skutečnosti, že voda by neměla být zahřívána na více než 95 stupňů. Výztuž příliš nezvyšuje odolnost vůči teplu, protože snižuje riziko zničení vyhřívané trubky působením hrubé síly.



Co je lepší - polypropylen nebo kov-plast?
Tuto otázku nelze považovat za nečinnou: jedná se o dvě nejdůležitější alternativy při vytváření topného okruhu pro domácnost. Kov-plast, který vychází již z názvu, kombinuje plastové a kovové díly. Polyethylen je umístěn vně i uvnitř a hliníková fólie je mezi svými vrstvami oddělena. Metal-plast podléhá škodlivým účinkům ultrafialových paprsků, to znamená, že není vhodný pro oblasti přímo osvětlené sluncem. Je nežádoucí umístit takové trubky a tam, kde na ně mohou spadnout jiskry.
Polypropylen je spolehlivěji spojován svařováním pomocí páječky. Spojte kov-plast tak jednoduše nebude fungovat, k tomu potřebujete speciální kování a speciální mechanismus. Ale ani kloub splňující všechny požadavky nelze učinit tak spolehlivým jako při použití polypropylenu. Pokud musí být trubka ohýbána, plast přenáší takové zpracování klidně, ale polypropylenová konstrukce bude vyžadovat použití úhlů a dalších prvků. Polypropylen je před kovem a plastem v jiném ohledu - je odolnější vůči možnému odmrazování.
Dokonce i nejbezpečnější a odpovědní majitelé mohou zažít situaci, kdy potrubí náhle zamrzne. Pak se rozšíří, ale v okamžiku rozmrazení se vrátí do původní geometrie. Kombinace kovu a plastu je neschopná, bude jednoduše roztržena ledem a následné opravy budou velmi drahé.

Je také důležité, aby náklady na kov a plasty byly přibližně dvojnásobné. Shrneme-li to vše, můžeme s jistotou říci, že je vhodný pouze ve zvláštních případech, kdy polypropylen záměrně selže.
Rozměry
Nestačí jen vybrat materiál a vyrovnat se s typem jeho zisku. Topné trubky jsou klasifikovány podle tak důležitého parametru jako je průměr, který určuje jejich kapacitu. Tabulka standardních velikostí pomáhá získat potřebné informace. Průřez trubek z polypropylenu se pohybuje v rozmezí od 0,5 do 40 cm, čím vyšší je stavba nebo čím větší je její celková plocha, tím větší musí být průřez.
Délka ve většině případů je 4 m. Ale mnoho záleží na technické politice konkrétního výrobce. Stěny mohou mít tloušťku 0,19 až 1,51 cm, výztužná vrstva ve vyztužených výrobcích se často pohybuje v rozmezí od 0,1 do 0,5 mm, a pokud se liší od těchto hodnot, je pouze nepatrná. S vnějším průměrem 20 je tloušťka stěny 1,9 mm a pro trubky kategorie 32 toto číslo již dosahuje 0,3 cm.

Výrobci
Je důležité hledět nejen na formální ukazatele, ale také na důvěryhodnost výrobce. Na trhu se můžete setkat s PPB, PPR. Ostatní typy polypropylenu nejsou vhodné pro pořádání dodávek tepla v domě nebo bytě.
Stejně jako v mnoha jiných průmyslových odvětvích je hodnocení výrobků na potrubí vedeno německými zájmy:
Rehau;
Banninger;
Wefatherm;
"Akvaterm".



Například Banninger používá materiál stabilizovaný teplem označený jako PPR-CT. Výhodou tohoto řešení je možnost použití trubek menších průřezů než u konkurence a zároveň plně zvládnout úkoly.


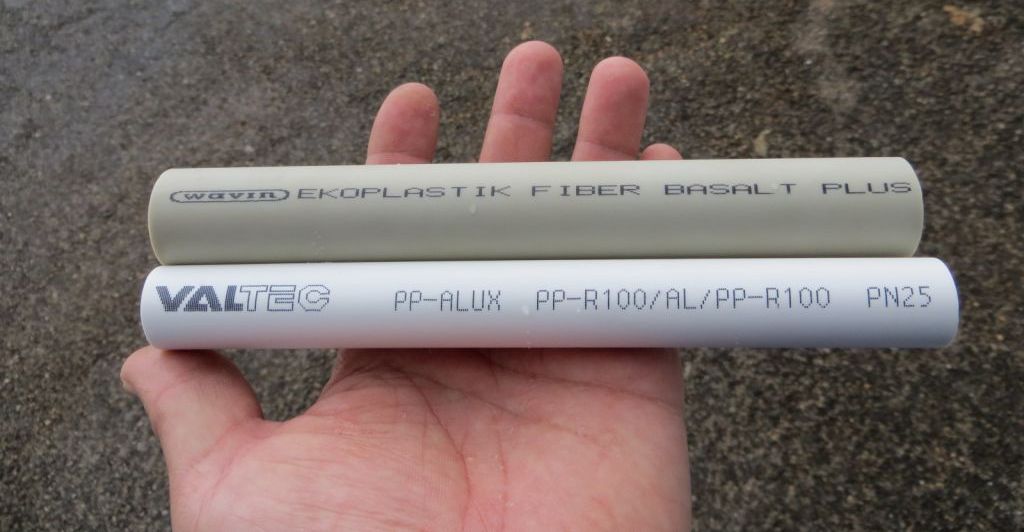
Kvalita českých značek je téměř stejně dobrá jako u německých protějšků, polypropylenové trubky Ecoplastic ocení především odborníci. Hlavní průměr dodávaný pod touto značkou je od 16 do 25 cm Při výrobě trubek se také používá materiál stabilizovaný při tepelném zpracování.

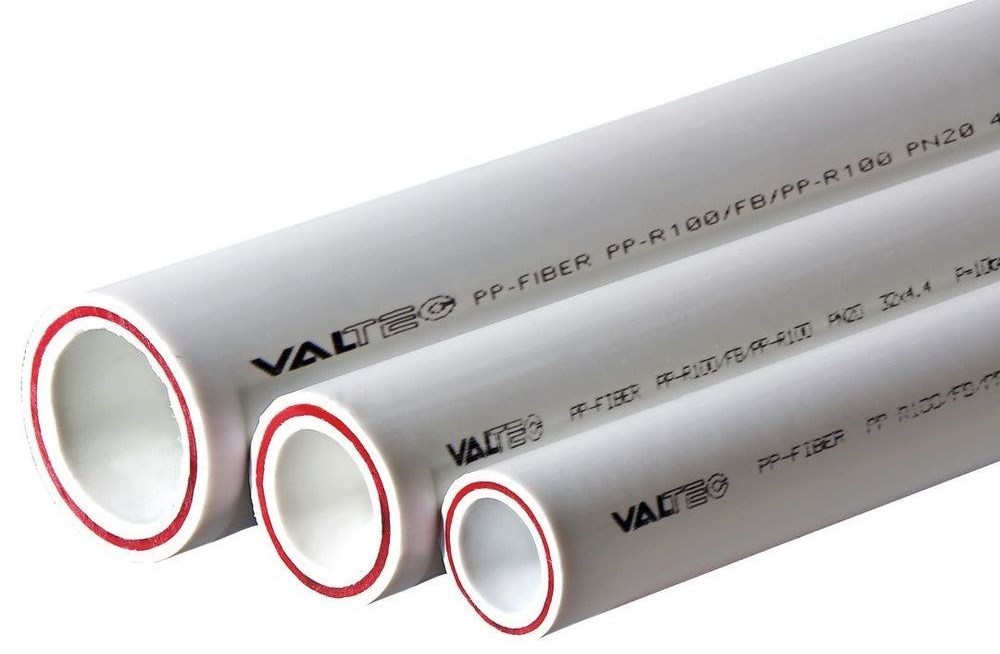
Turecké výrobky jsou osvědčeným výrobcem jako Valtek. Společnost zvládla výrobu výrobků vyztužených jak hliníkovými, tak skleněnými vlákny. Deklarovaná životnost je 50 let. Dodávka trubek se provádí ve formě segmentů po 400 a 200 cm, čínské a ruské polypropylenové konstrukce jsou bohužel horší než výrobky ze tří uvedených zemí.
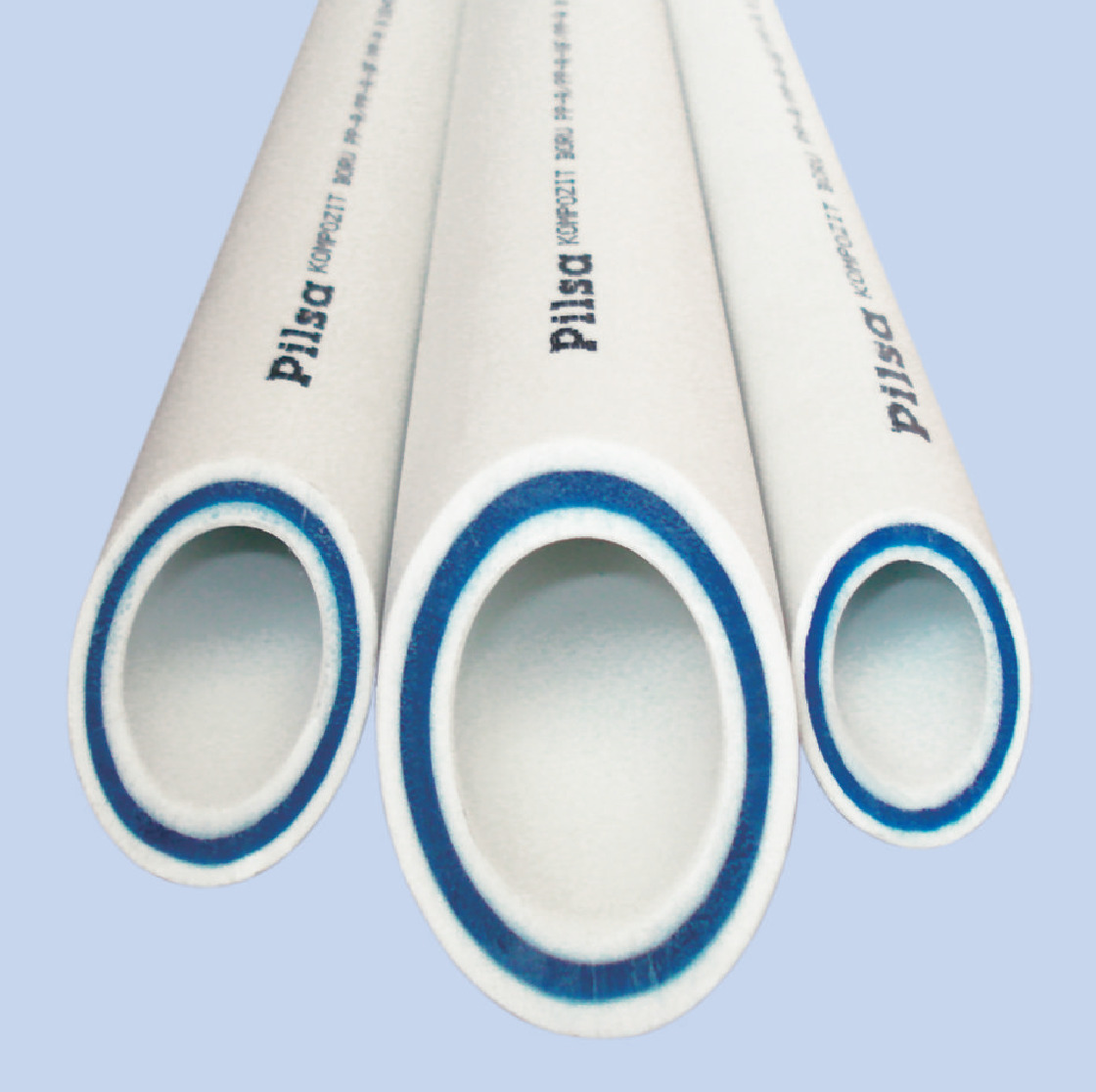
Jedinou výjimkou u domácích dodavatelů je Pro Aqua (výrobek je navržen na 95 stupňů) a RVK (tato společnost posiluje trubky s hliníkem). Pokud jde o dodávky z Číny, je přípustné používat pouze Modrý oceán a Dyzain, jiní výrobci vykazují mnohem horší výsledky. Zbývající firmy mohou věnovat pozornost Tebo, "Vesbo", Pilsa, Novaplast.



Experimentování s neznámými značkami se nedoporučuje. Výsledky takových experimentů jsou téměř vždy žalostné. Bez ohledu na pověst výrobce byste měli vždy určit, že trubky skutečně patří do topného potrubí.
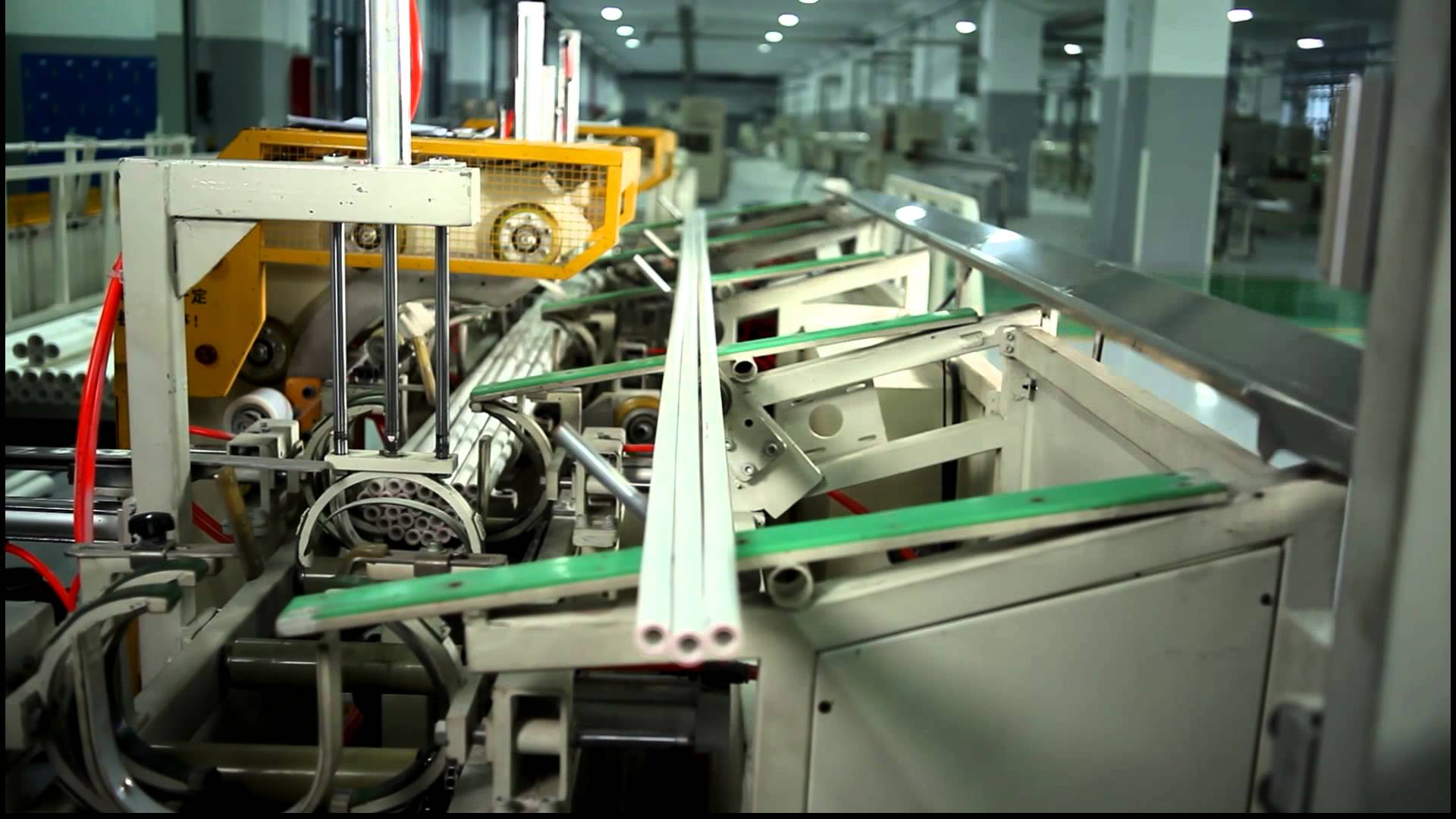
Navzdory rozdílům mezi podniky v jednotlivých zemích jsou základní momenty technologického procesu všude stejné. Příprava surovin pro práce se provádí pomocí extrudéru. Druhotné suroviny se používají pouze ve směsi s hlavním druhem polotovarů. Pelety se zahřejí na 240 stupňů (ale místo nich mohou být třísky), roztaví se a tvoří plast. Vzhledem k tomu, že vnitřek zařízení je pokryt teflonem, polypropylen se nelepí.
Kritéria výběru
Byla však určena velikost, typ výztuže a byl vybrán i požadovaný výrobce (nebo několik výrobců). Uživatel otevře adresář a zjistí, že několik možností je vhodných. A formální technické popisy s oddílem, délkou nepomáhají učinit správné rozhodnutí. Nevyztužené trubky jsou vhodné pro zásobování teplou vodou, ale jsou zbytečné pro připojení ústředního topení a pro použití v soukromém domě pro vytápění. Pokud je známo, že teplota v okruhu dosáhne 70 stupňů nebo více, doporučuje se zvolit trubky se skleněnou výztuží.
Je možné přivádět studenou vodu jakýmkoliv kanálem, avšak nemá smysl používat drahé topné prvky pro tento účel. Jakékoliv polypropylenové konstrukce budou muset být svařeny, a na místech zatáčky, nesrovnalosti - k použití kování. Technologicky, svařování vždy probíhá podle stejného scénáře, ale trubky s hliníkovou fólií budou muset být zpracovány, odstranění všech kovových výplní do hloubky pájení. Je nutné brát v úvahu nulové kalení hliníkem. Vnější typ znamená umístění fólie v rozmezí 0,1-0,2 cm od vnějšího okraje a vnitřní prostředek je umístěn ve středu polypropylenové struktury.

V druhém případě je nutné před svařováním demontovat všechny plasty do požadované hloubky. Tato práce vyžaduje velkou péči a pozornost. Ale nejhorší ze všeho je, že nejmenší chyba způsobuje, že kloub je příliš nespolehlivý moderními standardy. Když voda prosakuje fólií, dříve nebo později omyje plastovou část a pronikne ji. Proto, pokud je to možné, měli byste dát přednost jednovrstvé nebo vyztužené skleněnými vlákny.
Milovníci hliníku argumentují svou volbou tím, že v důsledku průniku vzduchu z fólie se snižuje. Tento argument však není vždy pravdivý, protože fólie má v mnoha případech perforaci nebo podélnou mezeru a nepokrývá průměr trubky 100%. Pokud jde o výrobce, vše je jasné: absolutní přednost by mělo být dáno německému zboží. Dodávky z České republiky jsou stejně dobré, ale platba za ně bude nižší. Průměrná cenová hladina je typická pro trubky vyráběné v tureckých továrnách.

Každá společnost, která je na trhu již dlouho (i ruské a čínské podniky) dodává vysoce kvalitní výrobky z potrubí. Pokud jde o příležitostné skandály, je to téměř vždy po pečlivém zvážení případu, že se jedná o banální podvod. Čím silnější je poptávka po určité ochranné známce, tím více lidí se snaží nakupovat určité trubky pro svůj domov, tím vyšší je pravděpodobnost, že budou čelit padělkům. Před nákupem byste se měli seznámit s oficiálními stránkami výrobce.
Jakékoliv drobné věci:
psaní písmen v logu;
počet velkých písmen;
barevné značení.


Falšovatelé, i ti zoufalí, se snaží nechat trochu, ale změnit logo - pomáhá jim omezit právní následky jejich jednání. Pozornost by měla být věnována rozsahu. Když obchod nabízí trubky jiné barvy, velikosti, průřezu, než je uvedeno na místě, není 100% originální. Doporučuje se podívat se na zdi, protože v úsilí o snížení nákladů se vývojáři padělků snaží je zmenšit nebo je vytvořit nerovnoměrnou tloušťkou. Normální kování by mělo být dokonale vyrovnané. Doporučujeme provádět tyto vizuální kontroly i ve firemních prodejnách a oficiálních prodejcích.
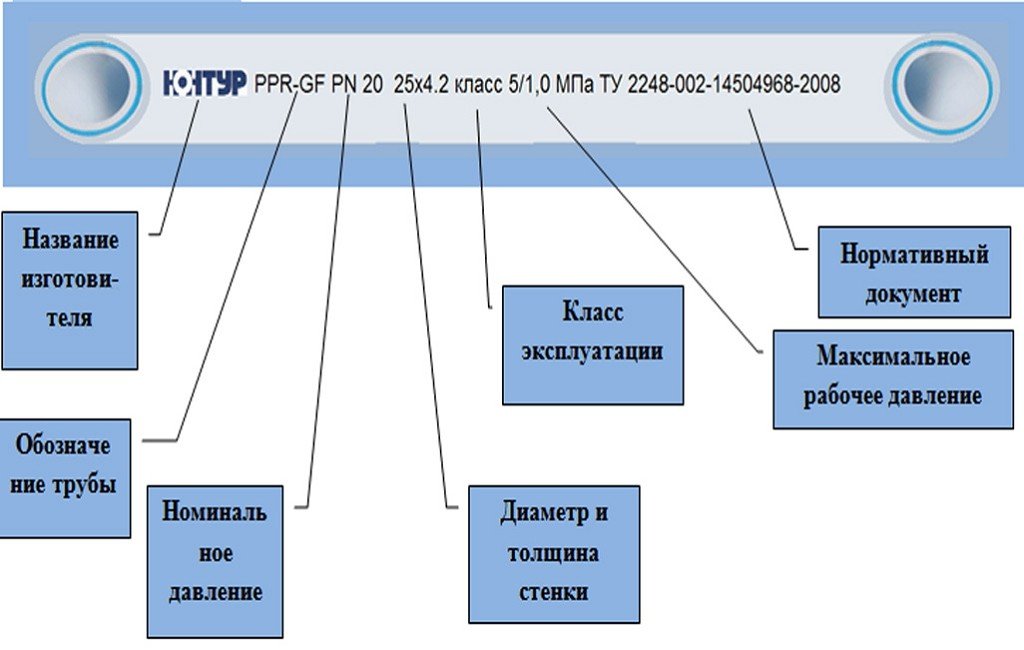
Důležité: Pokud zvolíte polypropylenové trubky pro ústřední vytápění nebo pro velký dům, měli byste se zaměřit na možnosti, které přenášejí maximální tlak. Termín normativní služby výrobku musí být přinejmenším stejný jako u ostatních prvků potrubí.



Označení PP-B označuje možnost použití trubek na jednotlivých teplovodních podlažích. Pro horkou vodu jsou použitelné pouze v místech, kde se voda nezahřívá nad 20 stupňů. Polypropylenové trubky kategorie PPR, speciálně vyrobené speciálně pro vytápění, mohou mít různý pracovní tlak a maximální přípustné vnitřní zatížení.
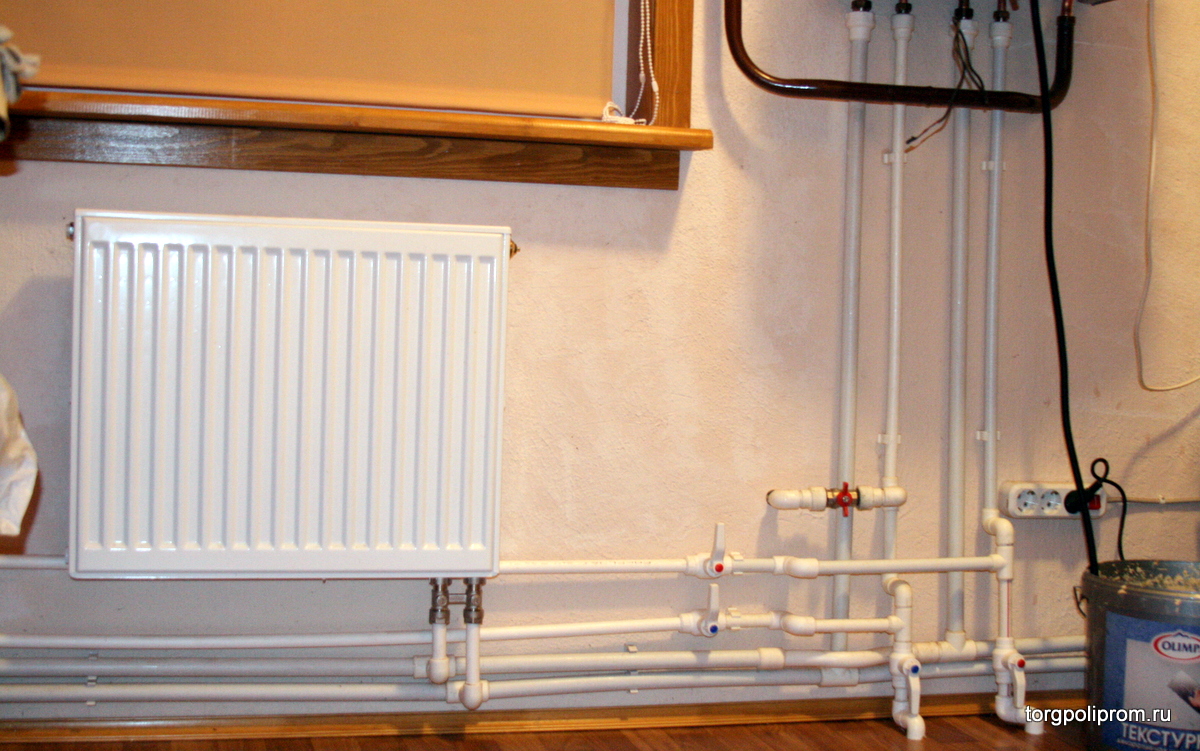
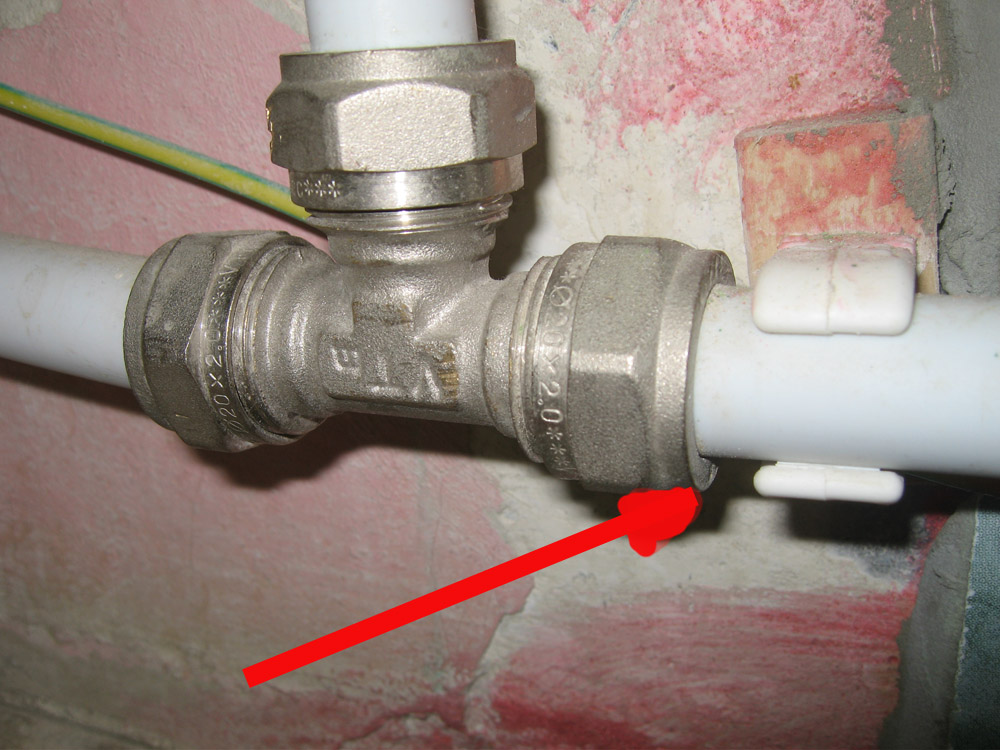
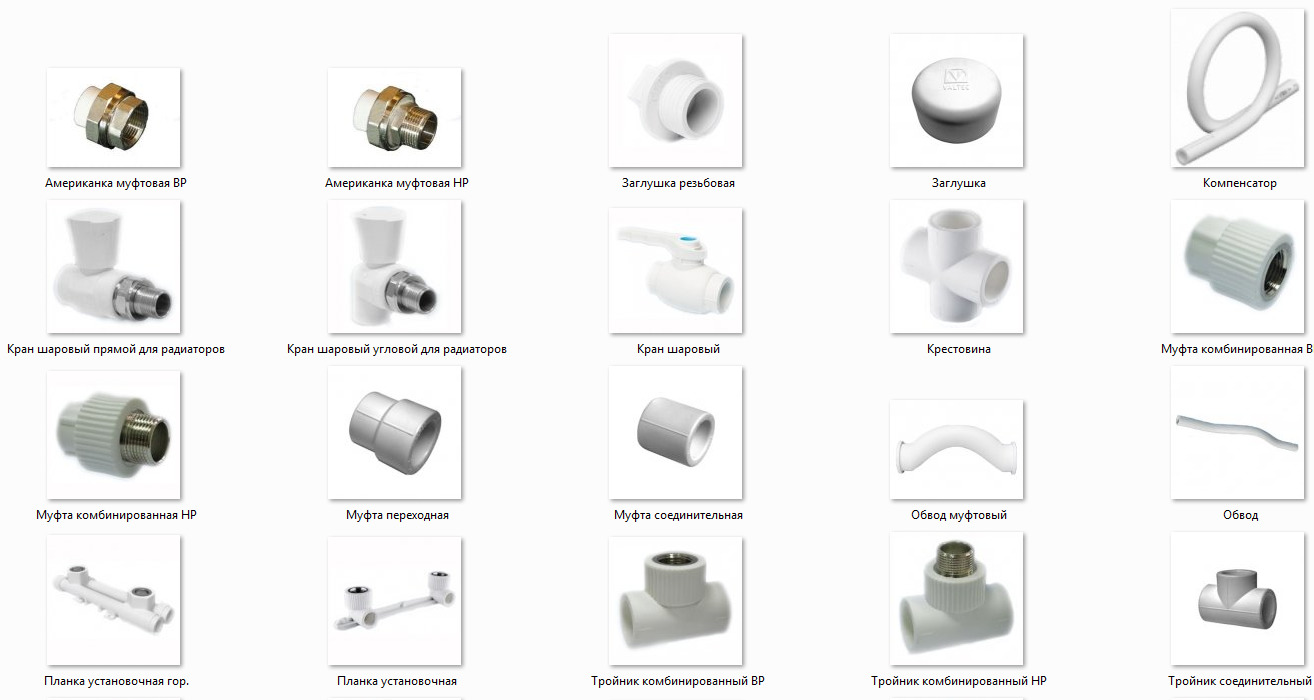
Shromáždění
Vysoce kvalitní polypropylenové trubky mohou být připojeny k systému vlastníma rukama, bez pomoci profesionálů. Pro práci budete potřebovat závitové fitinky a spojky spojující délky nerovnoměrné délky. Jsou-li instalovány vodoměry s teplou vodou, používají se závitové spojky. Výhodou těchto spojů je možnost kdykoli demontovat vadné zařízení. Flexibilní hadice a rovné úseky potrubí lze snadno instalovat pomocí levnějších kusových spojů.
Spojky by měly být použity jako přechodové prvky pro svazování do jedné celé rovné části heterogenní délky. Před montáží tepelného vodiče musí být každá součást zkontrolována na případné nesrovnalosti nebo nečistoty. Doporučuje se, aby potrubí v místnosti byla udržována na normální teplotě asi 24 hodin před výměnou topení nebo dokud není instalována od nuly.

Je nepřijatelné vystavit polymerní produkty významnému mechanickému namáhání nebo požáru. Podle technologických norem je přísně zakázáno vyrábět závity na trubce z polypropylenu. Budeme muset omezit použití nitě, která je použita pro výrobu.
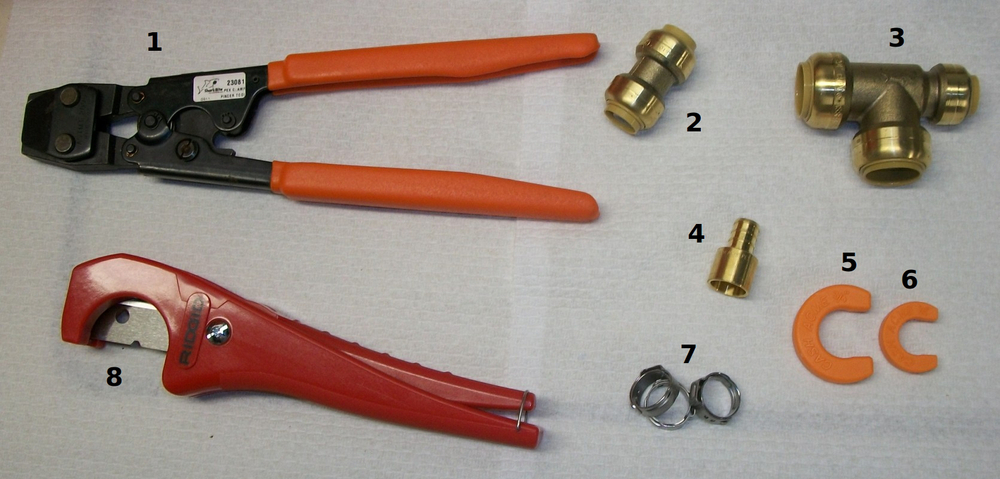
Chcete-li to udělat, musíte připravit:
svařovací zařízení;
Nůžky na řezání polymerů;
příslušenství pro svařovací stroj;
Elektrické dekupírky;
ruční pila.


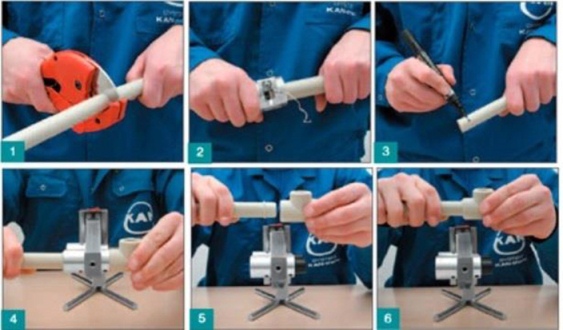
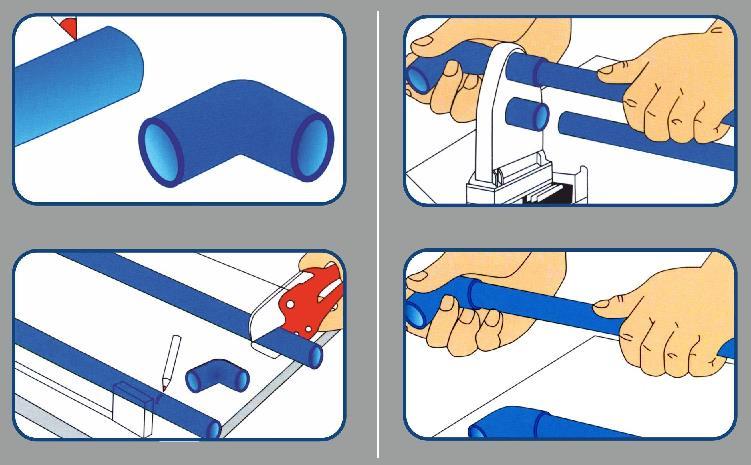
Před zahájením jakékoli akce stojí za to připravit diagramy a výkresy. Všechny úseky potrubí, všechna místa připojení potrubí mezi sebou a pomocným zařízením jsou detailně označena a pečlivě. V této fázi je velmi důležité rozhodnout, které radiátory umístit do bytu a kde přesně budou umístěny. Po rozložení trubek a spojek je změřte a vyřízněte podle výkresu. Ujistěte se, že máte k dispozici zkušební inspekci (kování), abyste zjistili možné nedostatky a nedostatky.
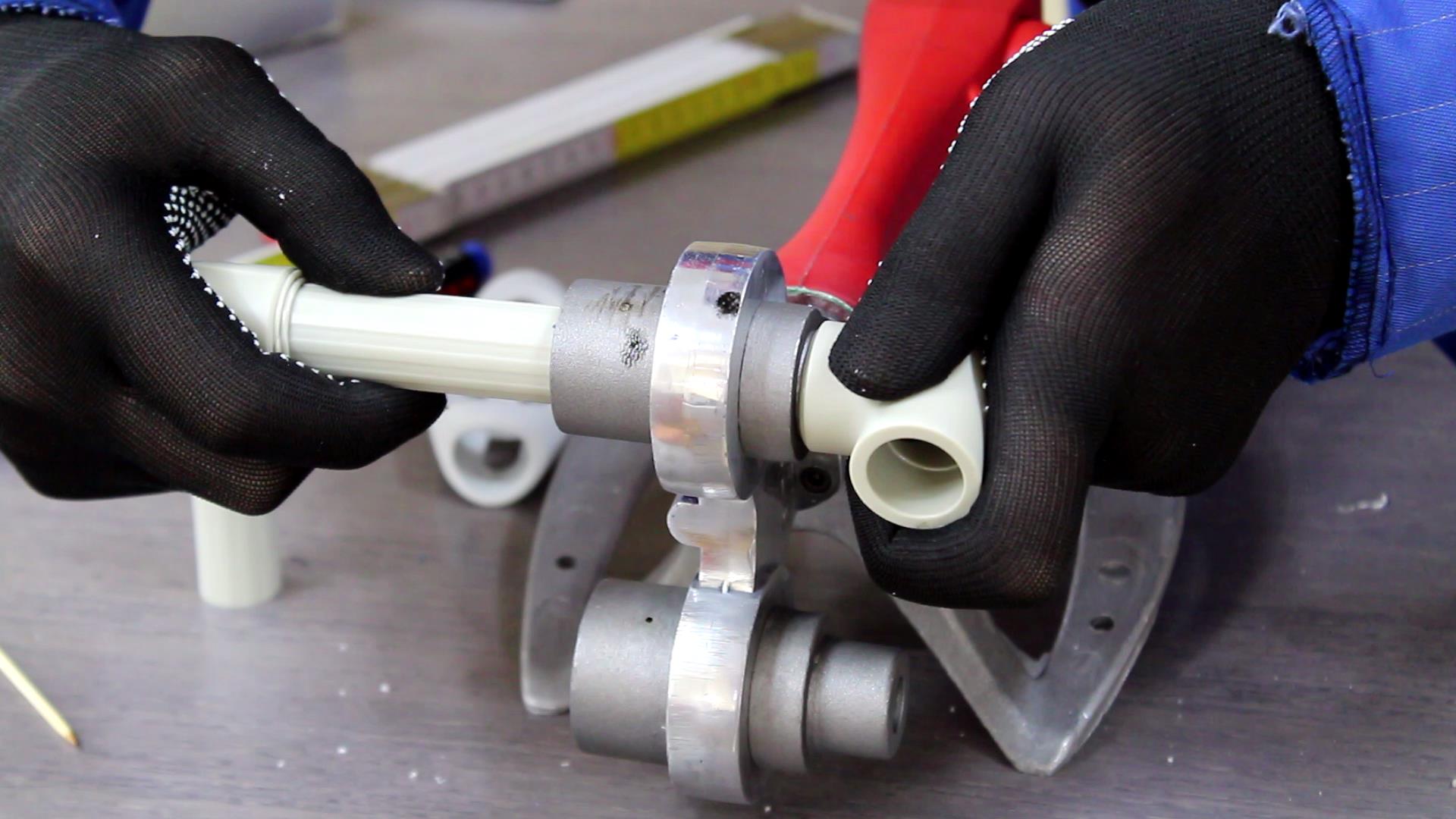
Svařovací stroj s polyfúzním svařováním se zásuvkou by měl vytvořit vytápění až 2700 stupňů. Pouze za této podmínky můžeme vytvořit pevný jednotný šev. Speciální páječka je vybavena třemi konektory, z nichž každý může ovládat trubky určité sekce. Doba zpracování je nastavena výrobcem (uvedena ve zvláštní dokumentaci). Vázané předměty musí být drženy v konektorech až do konečného chlazení.


Nadměrný spěch nepomohl nikomu ve spojení polypropylenových trubek. Důležité je těch 10-20 minut, které budou vynaloženy na seznámení se s bezpečnostními normami při práci. Při řezání trubek z nich odstraňte sebemenší otřepy. Měřeno a označeno značkou hloubky zasunutí trubek do spojky.To je jediný způsob, jak se vyhnout zkosení, které se nevyhnutelně objeví při instalaci "okem".
Svařování začíná se silnější částí. Zatlačte na díly, které mají být spojeny co nejtěsněji. Vyhřívané díly jsou odstraněny a spojeny podle značek. Musí být vynaloženo určité úsilí, ale je kategoricky nepřijatelné něco otáčet.


Nesmíme zapomenout na rozdíl v době chlazení švů, která je dána průměry dílů. Doporučuje se, aby na začátku instalace existovala určitá dodávka trubek, protože i přední výrobci mají závadu.
Tipy
Velmi důležité jsou recenze profesionálů a spotřebitelů o konkrétních značkách a úpravách polypropylenových trubek. Ale v každém případě stojí za to připomenout, že tento materiál, zahřívaný na 80 stupňů, je prodloužen alespoň o 2 mm na metr. To platí pouze pro vyztužené verze, polypropylen expanduje mnohem více bez vytvrzování (do 1,2 cm na 1 m délky). Značení za písmeny PN je velmi důležité. Odpovídající obrázky ukazují, jak velký je jmenovitý tlak, který nesnižuje životnost.
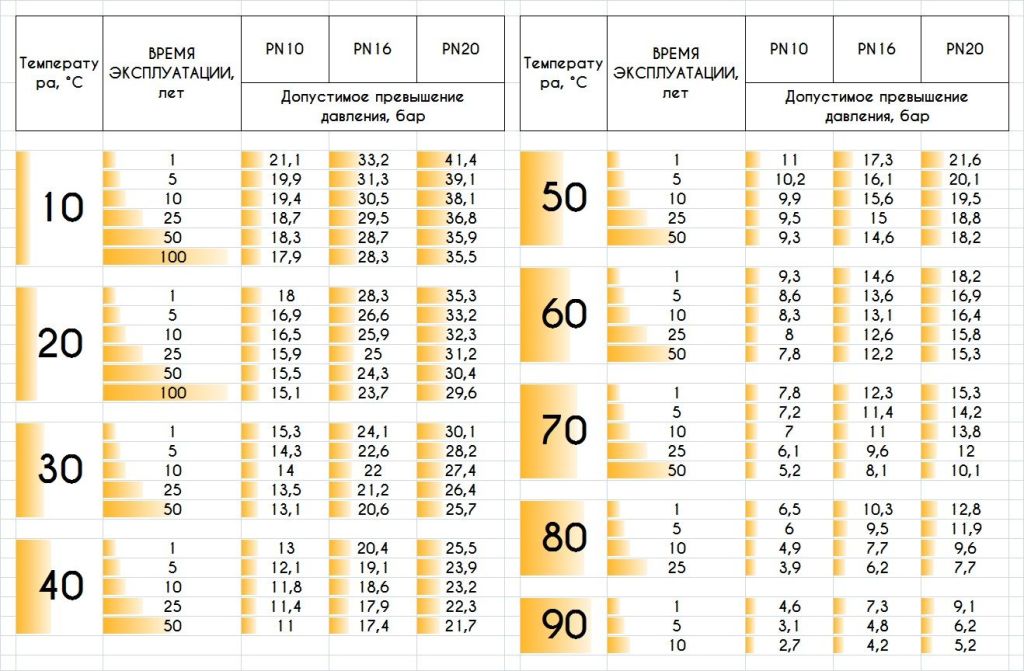
Hodnota „20“ znamená, že potrubí je vhodné pro přívod teplé vody a topení. Výrobky označené jako PN25 lze bezpečně aplikovat i v okruhu ústředního topení, vydrží tam tlak, který zde vzniká. Řezání plastu a fólie na kalené trubce se nejlépe provádí tzv. Holicí strojek.
Je možné připojit otopná tělesa:
přes bypass bez seřízení;
průtokovou metodou;
použití ventilů;
založené na trojcestném ventilu.
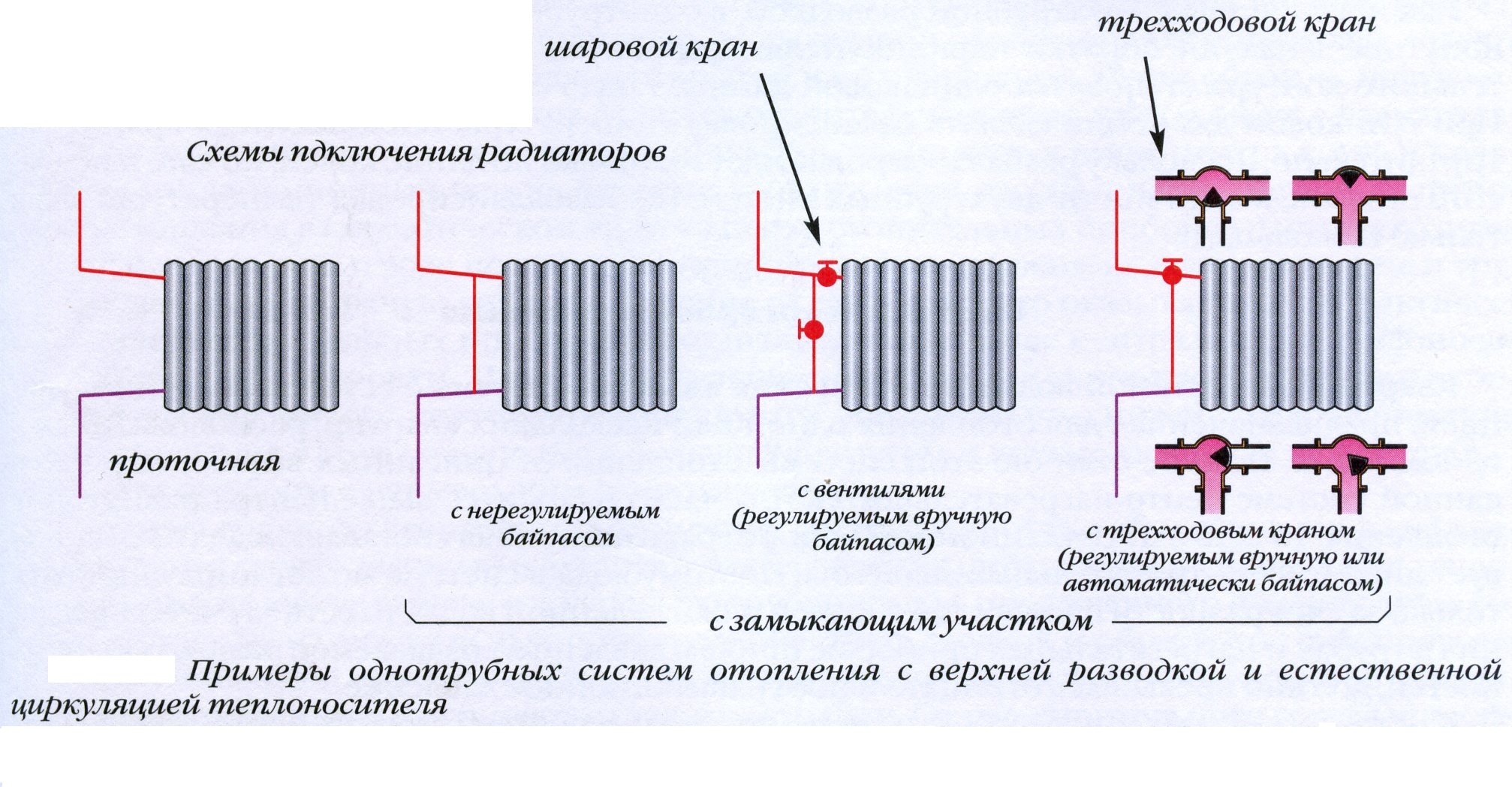
Stojí za to zvážit, že kování je velmi drahé, a pokud je to možné, je nutné minimalizovat jeho použití. Na druhé straně nastavitelné ventily umožňují regulovat výstupní výkon radiátorů odděleně v každé místnosti bez narušení dynamiky hydraulického systému v systému.
Bez ohledu na rozhodnutí výrobce by instalační sada měla obsahovat:
nůžky na trubky;
holicí strojky (odstranění vnější vrstvy a hliníku);
svařovací stroj se speciálním stojanem;
Kalibrační zařízení;
zařízení na srážení hran;
trysky, které pomáhají ohřívat pájené díly.

Je také nemožné montovat polypropylenové trubky bez značkovačů, nastavitelných klíčů, pásek a dalších nástrojů. Nejlevnější jsou adaptéry, odbočky a úhly ze stejného polypropylenu. Důležité: je lepší koupit několik kusů spojovacích prvků, než je požadováno, protože se mohou neočekávaně objevit rohy. Kvalitní vlastnosti materiálu kování a jejich tloušťky by měly odpovídat podobným vlastnostem spojovaných trubek. Je užitečné vědět o rozdílech ve spojení trubek s průřezem do 6,3 cm a těch, které jsou větší než tato hodnota.
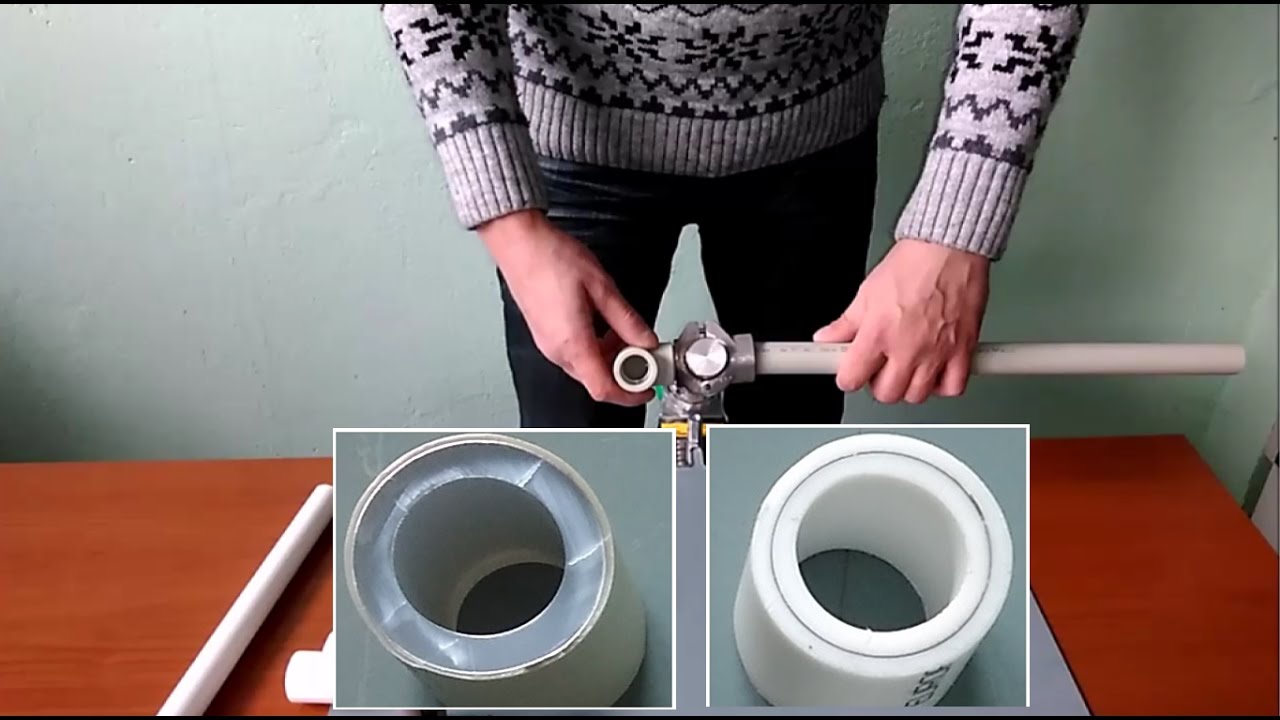
Obvykle jsou trubky o průměru 63 mm (včetně) pájeny na konci, a pokud jsou menší, je třeba použít zvonovitou techniku. Její podstata spočívá v tom, že tavení řezaného konce umožňuje proniknout do širšího hrdla na kování. Když jsou dvě trubky navzájem spojeny pomocí spojky, není dovoleno způsobit přítok ve spoji. Pokud se objeví, bude pohyb vody narušen a tlak v systému bude nerovnoměrný nebo klesne na nepřijatelnou hodnotu. Odpojitelné spojení je vytvořeno pájením na koncích trubek, které mají být spojeny dvojicí závitových vnitřních a vnějších tvarovek.
Řezání pomocí řezačky trubek by nemělo mít skosený řez. Podlouhlé hrany přispívají k ochabování a zúžení lumenů kování. Dokonce i prodloužený stojan, který pomáhá udržovat pravý úhel při řezání, nedovolí vzdát se ručního ovládání.


Při nákupu nebo pronájmu řezačky trubek se musíte nejprve ujistit, že je skutečně vhodný pro použité trubky. Když se provádí ořezávání, zkosení se zasune do objímky.
Při absenci speciálního kalibrátoru jej může nahradit šroubovák.Je možné připravit zkosení do rukou, k tomu nemusíte používat svěrák. Řez je velmi jednoduchý: trubka je umístěna na nástroj, po kterém je několikrát posouvána s použitím síly (tlaku). Důležité: holicí strojek nevyměňujte jednoduchým nožem. Tyto úspory mají za následek zničení pájených povrchů a snížení pevnosti spojení mezi nimi.
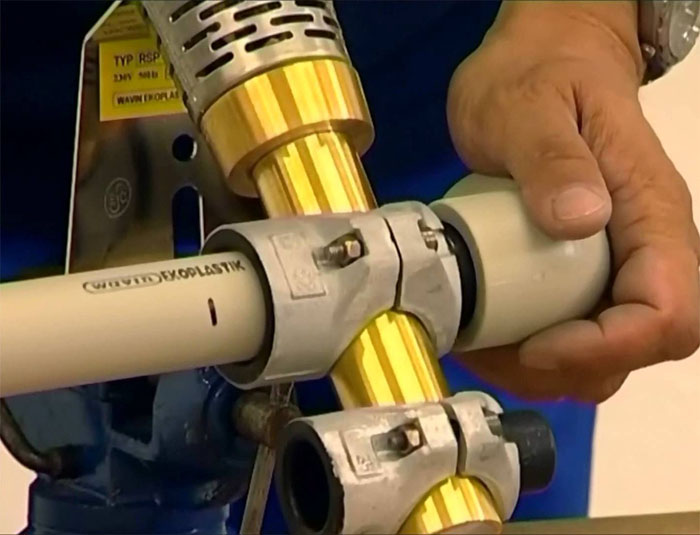
Když je zkosení připraveno, každý detail by měl být co nejčistší. Pájecí trubky z polypropylenu mohou být při teplotách od 260 do 280 stupňů. Při absenci speciálního tréninku nebo spousty zkušeností je však lepší zůstat na nejnižší hodnotě. Pracovní část páječky je pokryta oboustrannými přílohami (trn a objímka), po kterých je přístroj umístěn na plošině ve tvaru kříže. Doma dosahují velmi dobrých výsledků s použitím svařování 800 W, výkonnější zařízení lze bezpečně ponechat pro profesionály.
Po dosažení provozní teploty přístroj hlásí osvětlení žárovky. Při práci s trubkami se doporučuje používat rukavice. Pokud je místnost chladná, stojí za to zvýšit dobu zahřívání ve srovnání s doporučením po dobu 2 sekund. Pohyb trubek a tvarovek ve vztahu k sobě je povolen maximálně 10-12 sekund. Porušení tohoto pravidla, domácí řemeslníci okamžitě obdrží nekvalitní sloučeniny; nastavení rovnoběžnosti os je možné maximálně 20-30 sekund.



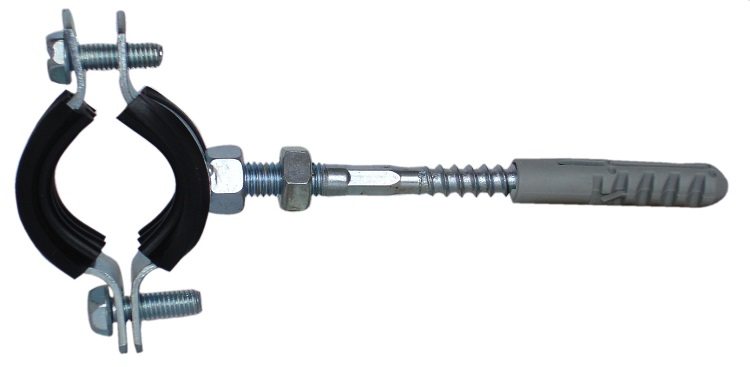
Velmi důležitá okolnost: i dobře svařované trubky mohou být rozbité, pokud jejich následná instalace porušuje požadavky technologie. V procesu opravy často dochází k situacím, kdy je nutné vytáhnout trubku ze svorek. Proto by měl být klip sám (jakýkoliv) kvalitativně držen hmoždinkami ve zdi.
Chcete-li stisknout potrubí a dát mu tuhost, můžete použít:
klipy;
klipy s jedním výkonem;
jejich „skládací“ analogy;
paty na podpatcích, dvojité a stěnové.


Stojí za to zvážit, že trh s upevňovacími prostředky pro polypropylenové trubky je velmi mobilní. Některé možnosti jsou mimo jeviště, jiné se začínají aktivně používat. Proto by měla být konečná volba provedena přímo v obchodě, aby se odstranila všechna nedorozumění. Samozřejmě, odpovědní montéři kupují spojovací materiál pro trubky, ne trubky pro spojovací materiál. Svorky slouží k tomu, aby se potrubí mohlo volně pohybovat podél osy a díky svorkám můžete pevně nastavit jeho polohu.
Společným a velmi špatným účinkem na výsledek je zanedbávání tepelné roztažnosti. Tvrdé upevnění, zejména při použití obrysu bez výztužné vrstvy, může mít za následek deformaci spojů. Protože je však stále nutné používat svorky, k záchraně přiléhají kompenzátory ve tvaru písmen „Z“, „P“ nebo hranaté ve tvaru písmene „G“. Z technologických důvodů je zakázáno vkládat do rohů polypropylenové trubky. Nezapomeňte ponechat mezeru, aby se mohli při rozšiřování pohybovat.


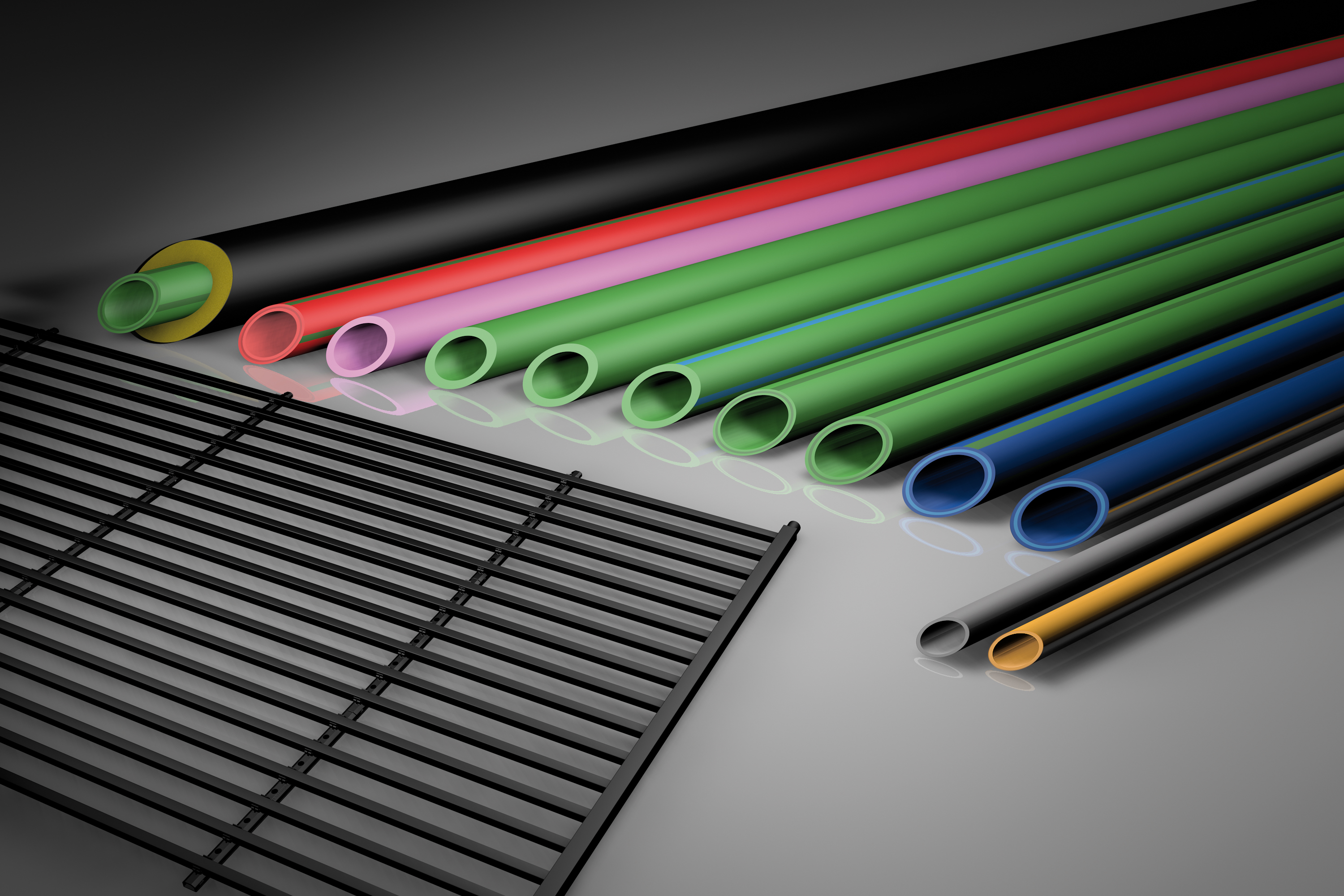
Pokud jsou všechny kompenzátory pájeny a potrubí je připojeno k tvrdému a měkkému spojení, je třeba systém otestovat. K tomu je tlak aplikován o něco více, než je mezní hodnota stanovená pro dobu provozu. Potrubí PN20 je určeno pro tlak do 2 MPa při teplotě 80 ° C a PN25 - 2,5 MPa resp. 90 °. Příležitostně, modifikace PN16 dovolí vodě projít ne teplejší než 60 stupňů s vnitřním tlakem 1600 kPa. Je vhodné věnovat pozornost barvám trubek: zelené a černé provedení jsou chráněny před ultrafialovým zářením.
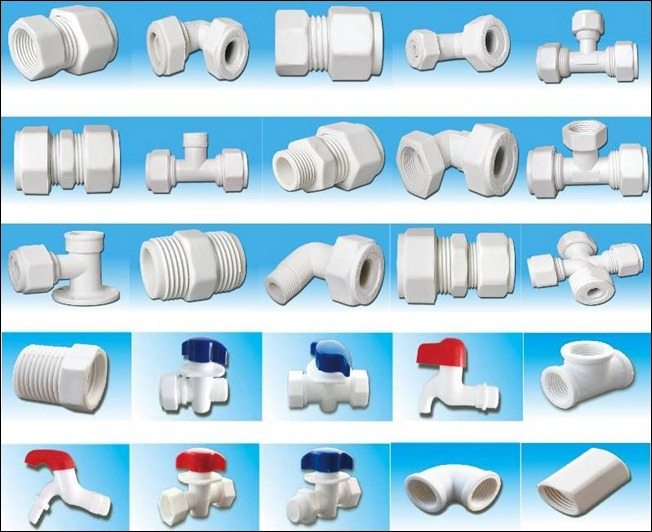
Když je nutné spojovat plastové linky navzájem, pro tento účel se používají přímé spojky a čtverce (v rozích 90 a 45 stupňů). Spojky, které jsou opatřeny závitem uvnitř nebo vně, pomáhají spojit polypropylen s kovem. Závit a pásek na čtverečku naznačují, že jsou určeny pro připojení potrubí s kohoutky nebo s různými typy směšovačů.Trubkové obrysy pomáhají obejít kolmo vedené trubky.
Doporučuje se instalovat hrubý filtr na vstup do každé topné trubky.
Typickým ovládacím prvkem bude kulový ventil a průchozí ventil. Během montáže je nutné pečlivě sledovat čistotu povrchů vyhřívaných trysek, a jakmile nastane potřeba, odstranit z nich přilepený polypropylen dřevěnými tyčemi. Stojí za zmínku, že takové čištění je povoleno pouze tehdy, když jsou povrchy trysek zahřívány. Veškeré svařovací práce jsou prováděny výhradně na rovné ploše, mimo dosah hořlavých předmětů. Páječka dosáhne pracovní teploty za 10-15 minut.
Pokud je nutné pájení přímo "na zeď", musí být tryska upevněna na okraji topného dílu. Je nežádoucí svařovat polypropylen při negativních teplotách vzduchu. Znečištěné trubky a armatury před svařováním by měly být odmastěny alkoholem nebo mýdlovou vodou a pak je osušit. V případech, kdy se něco pokazilo a spojení se ukázalo být špatné, můžete místo poškozeného dílu odříznout armaturu a navařit pouze novou. Umístěte kulové kohouty, musíte je pečlivě orientovat, vyhnout se opěře ve zdi nebo něčemu jinému.


Na povrchu zásuvek a spojek by neměly být žádné trhliny a deformace. Sebemenší závada může negovat veškeré úsilí instalátorů. Vysoce kvalitní instalace znamená, že podél hrany spojky je jasně viditelný nerozbitný pás podél průměru válce. Tento pás je vytvořen z roztaveného polypropylenu. Pokud máte trouby, které jsou tlustší než 4 mm nebo větší než 5 cm, použijete svařování na tupo. Vyžaduje to zapojení sofistikovaných zařízení a kvalifikovaných odborníků, takže to zde nebude podrobně zvažováno.
Někdy je potřeba vytvořit pomocné větve z potrubí. Svařování sedel pomáhá řešit tento problém, používá se i v případě, že cílem je připojení tepelných trubek různých průměrů bez adaptérů. Tato práce se provádí pomocí frézovacího vrtáku. Sedadla by měla být dokonale suchá a topné trubky by měly být namontovány v půlkruhovém tvaru.



Teoreticky můžete pracovat s konvenčními přílohami, ale bude téměř nemožné zaručit kvalitu spojení.
Jak si vybrat polypropylenové trubky pro vytápění, viz následující video.



















