Jak pájet polypropylenové trubky?

Polymerní produkty se používají v mnoha oblastech. Plastový kelímek, koš na prádlo, topná tělesa - vše na bázi polymerů.
Polypropylen je považován za univerzální. Trubky z tohoto materiálu se používají k instalaci potrubí, podlahového vytápění, větrání v domě. Instalační technika nevyžaduje speciální dovednosti. Pochopte, jak pájet polypropylenové trubky, můžete nezávisle za půl hodiny.


Vlastnosti
Polypropylen je syntetický polymer s vysokými fyzikálně-mechanickými vlastnostmi. Je odolná, pružná a odolná proti negativním vlivům. Nebojí se úderů, teplotních kapek, chemie. S takovými vlastnostmi je těžké uvěřit, že nejbližší příbuzný polypropylen je polyethylen.
Materiál získaný způsobem polymerace propylenu. Pro dosažení pevnostních charakteristik se do surovin přidávají katalyzátory. Produktem chemické reakce látek je bílý prášek nebo barevné granule.


Granulovaný nebo práškový polypropylen se přivádí do výroby, která probíhá v šesti fázích:
- Vytlačování První surovina vstupuje do extrudéru. Uvnitř tohoto zařízení granule změknou a stanou se plastickou hmotou. Aby se pevný materiál změnil na těkavou hmotu, zahřeje se na 250 ° C. U bílých trubek se suroviny používají v čisté formě. Pokud potřebujete barevné výrobky, přidejte do extrudéru barviva požadovaného odstínu. Přidání pigmentu nemá vliv na kvalitu produktu.
- Tvarování. V další fázi se hmota profilovala. Extrudér "vytlačuje" polotovary potrubí. Podle normy je průměr potrubí 16, 20, 25, 30, 40, 50, 62, 75, 90, 110 mm pro práce v domě. Pro podzemní práce (pokládání komunikací) používejte výrobky o velkém průměru - do 120 cm.
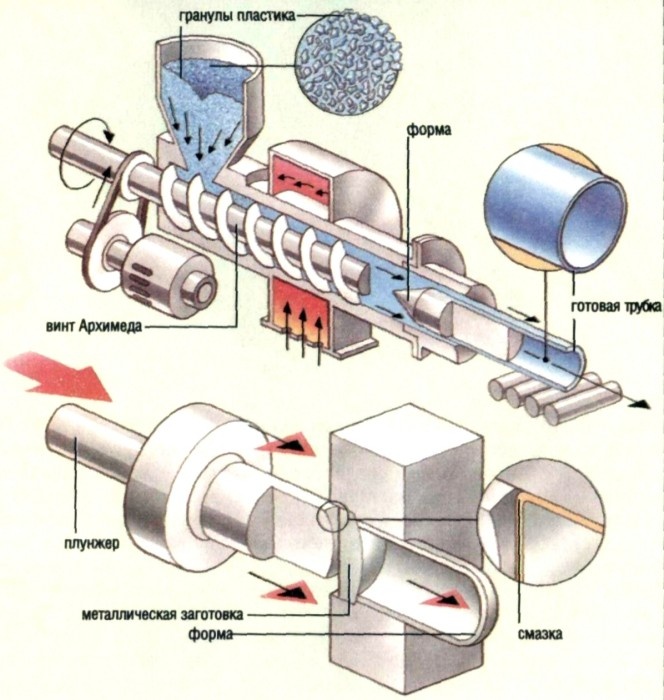

- Kalení Horký blok chlazený studenou vodou. Pro tento produkt je ponořen do chladicí lázně.
- Nanesení ochranné vrstvy. Kalené trubky jsou vedeny zařízením, které „obalí“ výrobek v tenké vrstvě ochranného filmu. Tato fólie fólie. Pomáhá udržovat materiály vhodné pro dlouhodobé skladování. Před instalací musí být fólie odstraněna.
- Značení Základní informace jsou aplikovány na fólii. Na něm můžete okamžitě určit, pro které práce je tento typ trubky určen.
- Řezání. Toto je poslední výrobní fáze. Řezané výrobky přicházejí do skladu pro balení a skladování.



Obdobným způsobem se vyrábějí malé a tvarové díly ze stejných surovin (například tvarovky pro trubky). Po vytlačovacím stroji se kapalná hmota přivádí do formy, kde se odlévají detaily komplexního tvaru. Řezání nepotřebují. Malé kousky jsou vyrobeny okamžitě kusem.
Výroba vyztužených trubek je poněkud složitější. To znamená střední nebo vnější vrstvu odolnějších materiálů. Tato vrstva je nezbytná, aby se snížilo natahování při zvyšujících se teplotách.
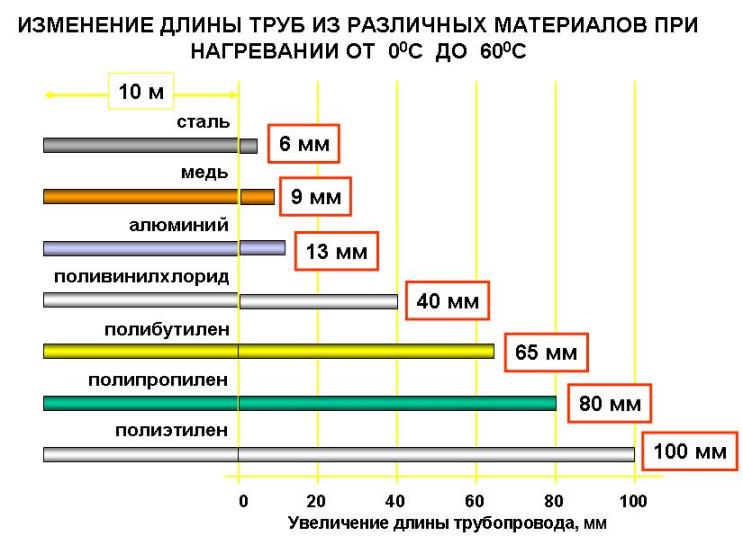
Vzhledem k tomu, že polypropylen je blízký polyethylenu - napínací a plastická hmota - má také schopnost zvětšovat a zmenšovat velikost při změnách teploty. Při nízkém tlaku se materiál stlačuje, ve vysoké poloze se napíná.

Poměr natažení polypropylenových materiálů je významný. Trubka dlouhá 10 m při teplotě 95-100 ° C se může natáhnout o 150 mm. To je velmi důležité pro veřejné služby, které používají části z propylenu.
Protahování je nebezpečné, protože potrubí již není tak silné jako před změnou teploty.Proto musí být zabráněno ve všech systémech, kde maximální teplota ohřevu výrobku přesahuje 90 ° C.
Rozsah polypropylenových trubek je dán jejich tloušťkou: čím silnější jsou, tím silnější. Čím silnější - větší mechanické a fyzické namáhání, které vydrží. "Tvrdší" potrubí v provozu, širší rozsah použití.
Výrobci vyrábějí dva typy výrobků: tenkostěnné a silnostěnné.

Tenkostěnné trubky jsou označeny značkami PN10 a PN16. PN10 vydrží teplotní poklesy až do 45 ° C a tlak ne více než 10 atm. Tloušťka stěny - 0,9-1 mm. Rozsah jejich použití je silně omezen technickými charakteristikami, takže jsou nejlevnější. Měly by být používány mimo vysoké teploty.
PN16 vydrží vytápění do 60 ° C a tlak do 16 atm. Stěny jsou mnohem tlustší - 15 mm. Tento typ potrubí má zároveň charakteristický rys, který ztěžuje použití materiálu v mnoha oblastech. To je velká roztažnost při teplotách nad 60 ° C. Téměř ve všech topných systémech, kde se často používají trubky, je teplota nad touto hodnotou.
Pro silnostěnné jsou všechny značky, počínaje PN20. Jedná se o seriózní zařízení se silnými, pevnými stěnami do 21 mm. Je univerzální pro všechny druhy práce.


Silné trubky jsou vyztuženy a nevyztuženy.
Výztužná vrstva je umístěna uvnitř trubky, mezi vrstvami propylenu nebo vně výrobku, jako skořepina. Chrání polymerní produkty před napětím při vysokých teplotách.
Vyrobeno z různých materiálů:
- sklolaminát;
- fólie;
- polyethylen;
- hliníku.
Nejjednodušší je montáž trubek bez výztuže a vyztužovací vrstvy ze skleněných vláken. Dobře se taví a připojují se k armaturám bez překážek. Připojení je spolehlivé.


Potrubí s hliníkem a fólií je obtížnější pracovat. Pokud je hliník mimo polypropylenovou vrstvu, měl by být oříznut na celou šířku spojovacího uzlu. Bez odizolování není pájení možné. Vzhledem k ochraně hliníku nebude možné propylen roztavit, což znamená, že nebude existovat vysoce kvalitní sloučenina.
K čištění potrubí potřebujete speciální nástroj pro trubky s hliníkovou výztuží. Tento proces je dlouhý a pracný, zejména s velkým průměrem produktu.


Pokud je hliníková vrstva uvnitř propylenové trubky, je její čištění ještě obtížnější. Ale je to nutné. Při montáži by vnitřní a vnější vrstva propylenu měla být spojena dohromady a „pájena“ hliník, aby se na něj nedostala voda.
Hliník nekoroduje, ale pokud se voda dostane mezi vrstvy, potrubí může prasknout.
Kombinace výrobků a trubek s hliníkovou deskou uvnitř výrobku je nejobtížněji instalovatelná, ale nejefektivnější.


Výhody a nevýhody
Materiál má několik výhod:
- Relativně nízká hmotnost. Polypropylenové trubky váží 9krát méně než kov. Snadněji se přepravují a montují.
- Cena jedné trubky 4 m - do 30-110 rublů.
- Instalace nevyžaduje odborné dovednosti. Stojí za to pracovat na náhradních dílech, ale nebude to dlouho trvat.
- Spolehlivé a těsné spojení částí potrubí a jakéhokoliv jiného provedení. Poskytuje se pájením. Spoje jsou chráněny před vodou a netěsnostmi a jsou stejně silné jako samotné potrubí.
- Materiál může být zpracován. Můžete provádět rovné a šikmé řezy, rozřezat je na fragmenty o šířce 1 cm na libovolnou délku. To je výhodné, pokud musí být potrubí instalováno na těžko přístupných místech.


- Materiál splňuje požadavky GOST. Při výrobě použitých materiálů, které mohou být v kontaktu s pitnou vodou.
- Technické parametry splňují požadavky SNiP pro instalaci potrubí v různých provozních podmínkách. Předpokládejme instalaci uvnitř i vně (podzemí).
- Polypropylen nekoroduje. V kompozici nejsou žádné materiály, které jsou přístupné korozivním procesům.
- Výrobky není třeba natírat. Mají již bílý nebo jiný barevný a polomatný povrch. Barvivo se přidává do surovin v první fázi výroby, takže pigment je pevně fixován. Po 10 letech provozu bude mít výrobek stejnou barvu.


- Pro každý úkol - vlastní řešení. Pokud potřebujete udržet studenou vodu, je zde PN10, pro vařící vodu - PN25.
- Voda proudí trubkami mlčky. Ticho je dáno tloušťkou a hustotou materiálu.
- Uvnitř potrubí se nezdá sediment z přímého proudu vody.
- Životnost - až 50 let.
- Použití bez odpadu. Z pozůstatků trubek můžete udělat užitečné a krásné věci pro domov i život.

Stále však existují nevýhody:
- Trubky jsou vystaveny protahování při vysokých teplotách. Dokonce posílena.
- Výrobky nelze ohýbat. Chcete-li změnit směr potrubí (otočte roh, dolů a dolů), musíte použít kování.
- Pájení vyžaduje speciální nástroje.
- Na povrchu trubky mohou být škrábance před mechanickým poškozením. Integrita není škodlivá, ale vzhled bude trpět.
- Vyztužené trubky vyžadují přípravu před pájením. Lze okamžitě pájet pouze výrobky se skleněnými vlákny a je třeba vyčistit hliník a fólii.



Kde se přihlásit?
Polypropylenové trubky - multifunkční věc v domácnosti.
Zde jsou některé z nich:
- Instalatérský systém. Pro přívod studené vody vhodné nevyztužené tenkostěnné nebo silnostěnné trubky. Je levná, snadno se instaluje, zvládá přepravu vody do 45 stupňů.
- Systém teplé vody. Trubky označené NP20 nebo NP25 mohou bezpečně dodávat vroucí vodu. Propylen začíná tát pouze při 170 stupních.


- Ústřední vytápění v chatě, domě nebo chalupě. K tomu zvolte trubku velkého průměru se skleněnými vlákny. Jsou spolehlivé a nevyžadují složité stripování. Pájení takových trubek prochází třeskem. Prodloužení tepelné vodivosti trubek se skleněnými vlákny je 10krát menší než bez ní - pouze 1,5 cm, díky čemuž se trubky neprohýbají a nedeformují se.
- Topení na podlahu. Pokud není dostatek tepla z potrubí s teplou vodou, instalují systém podlahového vytápění. Nevýhodou takové podlahy je to, že je nemožné rolovat trubkou s malým krokem. Plus - náklady na údržbu systému a jeho životnost. Životnost vytápěné podlahy je asi 50 let. Současně může být systém namontován přímo do podlahového potěru.

- Pomocné systémy: větrání a kanalizace.
- Plot v zemi. Nebude chránit před nezvanými hosty, ale může vymezit území se svými sousedy. Na chráněných předměstských oblastech je jedna z nejjednodušších a nejvhodnějších možností rozpočtu.
- Skleníku nebo skleníku. Trubky jsou odolné a snášejí sněhové zatížení v zimě. Z nich je vhodné sestavit jednoduchý skleník 1,5-2 m vysoký.
- Tiered záhon pro zahradní rostliny.
- Altán a zahradní nábytek. Židle, ohniště, markýzy, přenosné stoly, lehátka.





- Položky domácnosti. Užitečné věci lze vyrobit ze zbytků trubek pro halu, balkon, garáž, dílnu, dětský pokoj. S pomocí odpališť, spojek a úlomků trubek se sestaví jakýkoliv předmět geometrického tvaru - stojan na boty, stojan na květiny, ramínko na šaty, sušička nebo koš na odpadky. To je dost fantazie a zbytků materiálu. Je vhodné sbírat hřiště, houpačky a domy pro malé děti. Pokud přidáte síť, dostanete vynikající brány pro dětský fotbal.
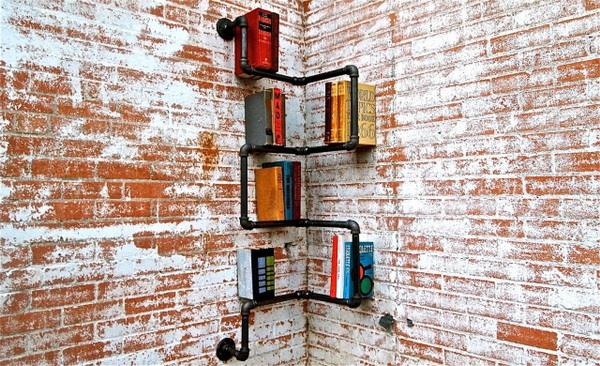
- Prvky dekoru. Pomocí rohů a adaptérů můžete skládat polici ve stylu podkroví. Krátké kousky různých průměrů půjdou vytvořit fotorámeček nebo zrcadlo, lampy, květináče a vázy.


Co je potřeba?
Při práci s polypropylenovými trubkami budete potřebovat několik skupin nástrojů.
První skupina je nutná pro měření. Zahrnuje ruletu, pravítka, značky, stavební úrovně. Ve složitých případech je nutné uchýlit se k matematickým výpočtům.Například při použití propylenových trubek pro přívod vody ze zdroje do domu.
Kromě nástrojů pro kreslení a měření budete potřebovat oříznutí alkoholu a bavlny. Jsou potřebné pro odmašťování povrchu trubek. Na povrchu odmaštěné plochy lépe položit a je vhodnější pro pájení.
Druhá skupina zařízení je nezbytná pro řezání. Délka jedné trubky je v průměru 4 metry. Z ní je třeba řezat krátké fragmenty, upravovat je podle velikosti místa, kde budou trubky instalovány.

Řezání trubky s odpadem se nedoporučuje. Je dlouhá, nepohodlná a řez má nízkou kvalitu. Jeho hrana "letí", to dopadá s otřepy. Musí být očištěn brusným papírem nebo řezán tenkým nožem.
Nástroje pro jeden řez (lze použít k řezu 1-2 fragmentů, když jiné nebyly po ruce):
- pila;
- skládačka;
- viděl bulharský;
- samoostřicí nůž.
Propylen je měkký, takže tyto nástroje budou dělat svou práci. Pokud je musíte použít v nepřítomnosti jiných, je důležité si uvědomit, že řez bude nerovnoměrný a čipy se dostanou dovnitř potrubí. Tento čip musí být odstraněn tak, aby „nešel“ systémem vodovodu nebo podlahového vytápění.



Elektrické přístroje (pila, pila) vyžadují přesnost provozu. Je nutné řídit sílu, se kterou se tlak na potrubí vyskytuje, a několikrát během řezání trubku otáčet. To napomáhá, aby řez byl rovný a nikoliv pod úhlem.
Tyto nástroje musí být používány správně - neřezejte, ale zkuste výrobek upevnit na místě a stisknout nástrojem. V tomto případě bude řez co nejblíže ideálu a čipy budou menší. Tato metoda je však vhodná pouze pro tenkostěnné trubky a trubky s malým průměrem. S vyztuženými výrobky bude muset drotit.
Nástroje pro vysoce kvalitní řezání trubek:
- speciální nůžky na plastové trubky, včetně propylenu;
- válečkové řezačky trubek;
- Elektrické řezačky trubek;
- řezačka na gilotinu.



Nůžky na trubky jsou naprosto na rozdíl od běžných nůžek. Ostrá čepel je upevněna pouze na jedné straně. Místo druhé je široká kovová základna. Uvnitř základny je drážka. Ostrá hrana hrany vstupuje do této drážky při řezání výrobků z plastu. Okraj trubky je hladký a vhodný pro instalaci.
Práce s takovými nůžkami vyžaduje pouze svalovou sílu. Chcete-li řezat potrubí, musíte zavřít rukojeti nůžek na čepel prochází plastem.
Výhodou těchto nůžek je, že jsou lehké, levné, snadno se přesunou z místa na místo. Nevýhodou je, že vzdálenost mezi nožem a základnou nemůže být zvýšena. Do ní vstupují pouze tenké trubky (do 45 mm).
Výrobky s velkým průměrem (pro kanalizaci, topení) nelze ručně řezat.


Někteří mistři také považují nevýhodu, že účinnost nástroje přímo souvisí s fyzickou námahou.
Řezačka válcových trubek se naopak více zaměřuje na práci s velkými průměry. Navenek vypadá jako svorka. Řezací kotouč je umístěn na konci svorky.
Ještě snadněji si představit tento nástroj, pokud si vzpomeneme na ruční stroj pro válcování plechovek. Upevnění je instalováno na potrubí a utaženo šroubem. Je důležité, aby se táhlo, takže výrobek nepraskne. Poté musíte vzít rukojeť nože a otočit ve směru hodinových ručiček. Výsledkem je kruhový řez s hladkým okrajem.
Výhodou tohoto nástroje je pohodlné použití a vysoce kvalitní výsledek. Ve velikosti a hmotnosti je větší než nůžky. Princip akce je také spojen s fyzickou námahou.


Elektrický (nebo akumulátorový) řezač trubek poháněný elektromotorem. Rychle a bez námahy zvládl úkol. Průměr výrobku je však také omezen, stejně jako u ručních nůžek.
Řezačka na gilotinu se vztahuje na ruční nářadí.Jeho design se zásadně liší od nůžek a řezaček trubek a možnosti jsou poněkud větší. Mohou řezat trubky o průměru 5-35 cm a zároveň není nutné upínat trubku svorkami. Řez je hladký bez rizika praskání plastem.
Nedoporučujeme používat "kruhové" a pásové pily. Jsou nebezpečné pro integritu potrubí zevnitř i člověka.
Třetí skupina nástrojů je užitečná pro odizolování trubek.
Obsahuje pouze dva nástroje, ale jsou velmi důležité:
- Faskomnimat;
- kalibrátor.



Účelem phaseru je odstranit okraj a horní vrstvu plastu kolem řezané trubky. To zlepšuje kvalitu pájení.
Upevňovací prvky mají rozdílný průměr. Jsou také mechanické a automatické. Nástroj není univerzální, takže je důležité neztratit vlastnosti.
Kalibrátor je potřebný pro zpracování zpevněných trubek. Použijte jej k odstranění hliníkové vrstvy nebo fólie. Je také schopen eliminovat otřepy a nepravidelnosti řezu. Některé kalibrátory mohou provádět funkce phaseru.
Užitečnou funkcí kalibrátoru je vracení dokonale kulatého tvaru do řezu, pokud je trubka během procesu řezání mírně pokrčená.
Hlavní nevýhodou těchto nástrojů je, že pro každý průměr potřebujete vlastní kalibrátor a faskosimitel.


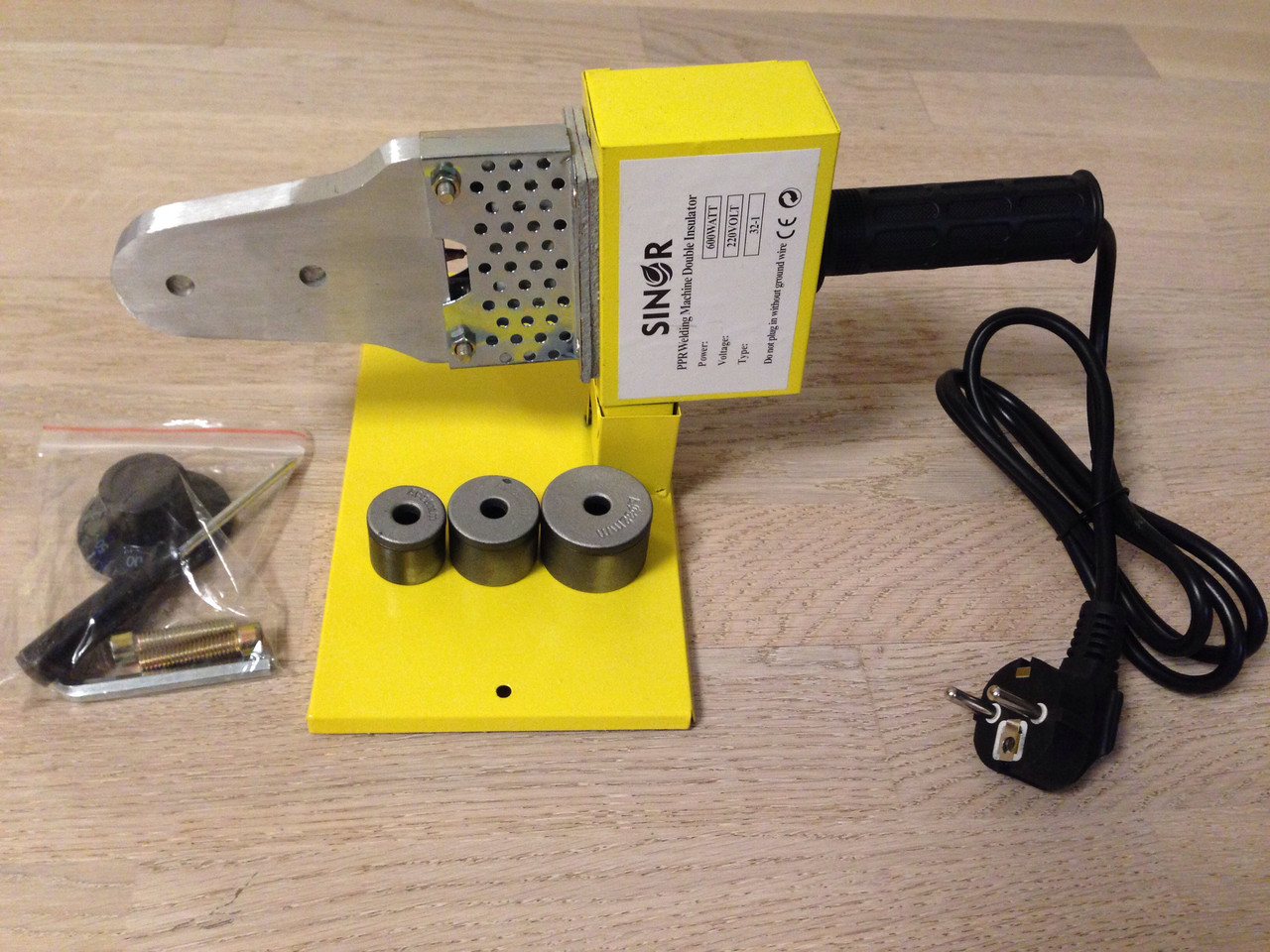
Čtvrtá skupina zařízení potřebných pro pájení. Svařování nebo pájení trubek se provádí páječkou s výměnnými tryskami. Práce s tímto přístrojem vyžaduje opatrnost a bezpečnostní opatření.
Vzhledem k tomu, že páječka se ohřívá na vysokou teplotu, hrozí nebezpečí, že se při práci s ní popálí. V nákupním seznamu pro pájení na prvním místě by měly být dobré těsné rukavice, nejlépe s tepelně odolným nátěrem.
Součástí páječky by měly být vyměnitelné trysky pro trubky různých průměrů. Trysku můžete měnit imbusovým klíčem.
Přepínač pro nastavení teploty se nachází na boku nebo v horní části skříně. Příručka s podrobným popisem přístroje a veškerými manipulacemi, které lze s ním provádět, je připevněna k jakékoliv páječce.

Pokyn
Obecně platí, že pro profesionální trubky svařování vypadá jednoduché: vyhřívané, připojené, pevné. Klíčové slovo je zde pro profesionála. Pro začínající profesionály a jednoduše domácké hostitele, postup se skládá z více kroků. A je obtížnější je provádět.
Existují dva způsoby svařování - end-to-end a do zásuvky.
Když jsou dvě části trubky spojky na tupo, nepoužívají se žádné další díly. Trubka s menším průměrem se vloží do výrobku o větším průměru. To je nejjednodušší, ale ne nejúčinnější způsob. Je tedy obtížné spojit trubkové válcování, pokud nechodí pouze v přímém směru.
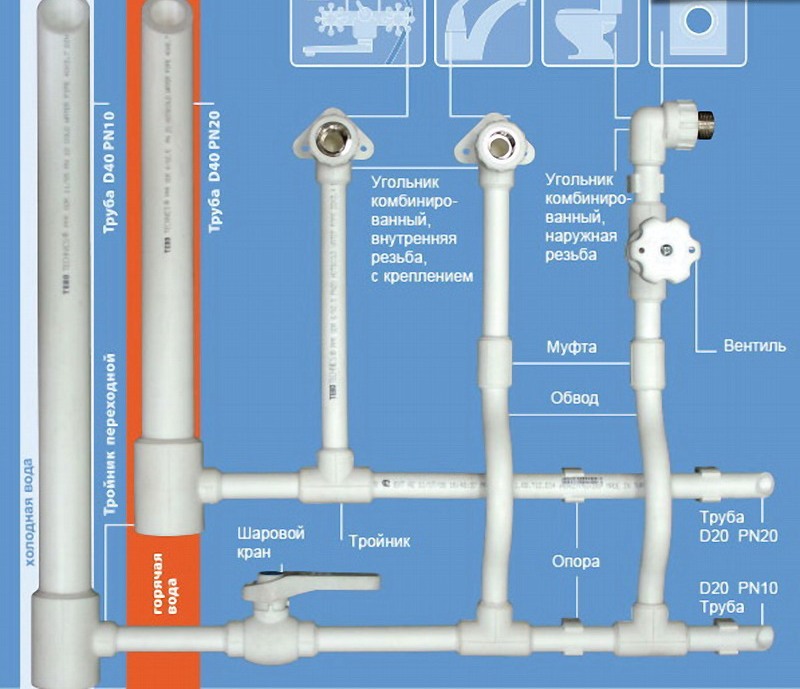
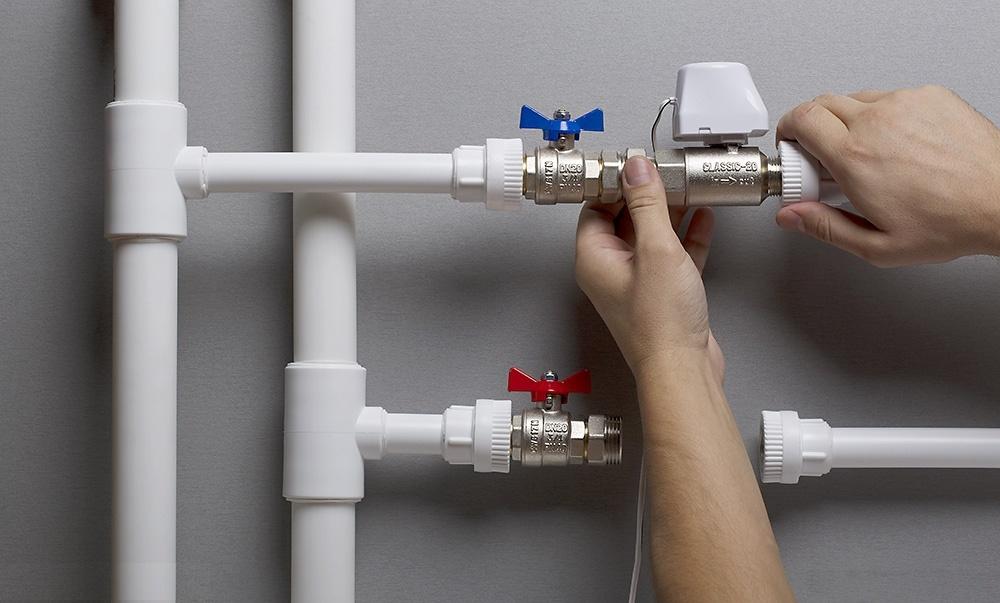
Metoda zásuvky je mnohem spolehlivější. Jedná se o připojení dílů pomocí armatur různých konfigurací. S pomocí armatur můžete snadno změnit směr potrubí, vytvořit větvení a komplexní systémy zásobování vodou.

V obou případech je svařování nebo pájení spojením dvou vyhřívaných částí. Vzhledem k tomu, že části z obou konců jsou měkké a pružné pro deformaci, dochází k difúzi (vzájemné pronikání materiálů). Vytvoří se pevné spojení. Podle jeho vlastností se potrubí na křižovatce neliší od vlastností výrobního propylenu.
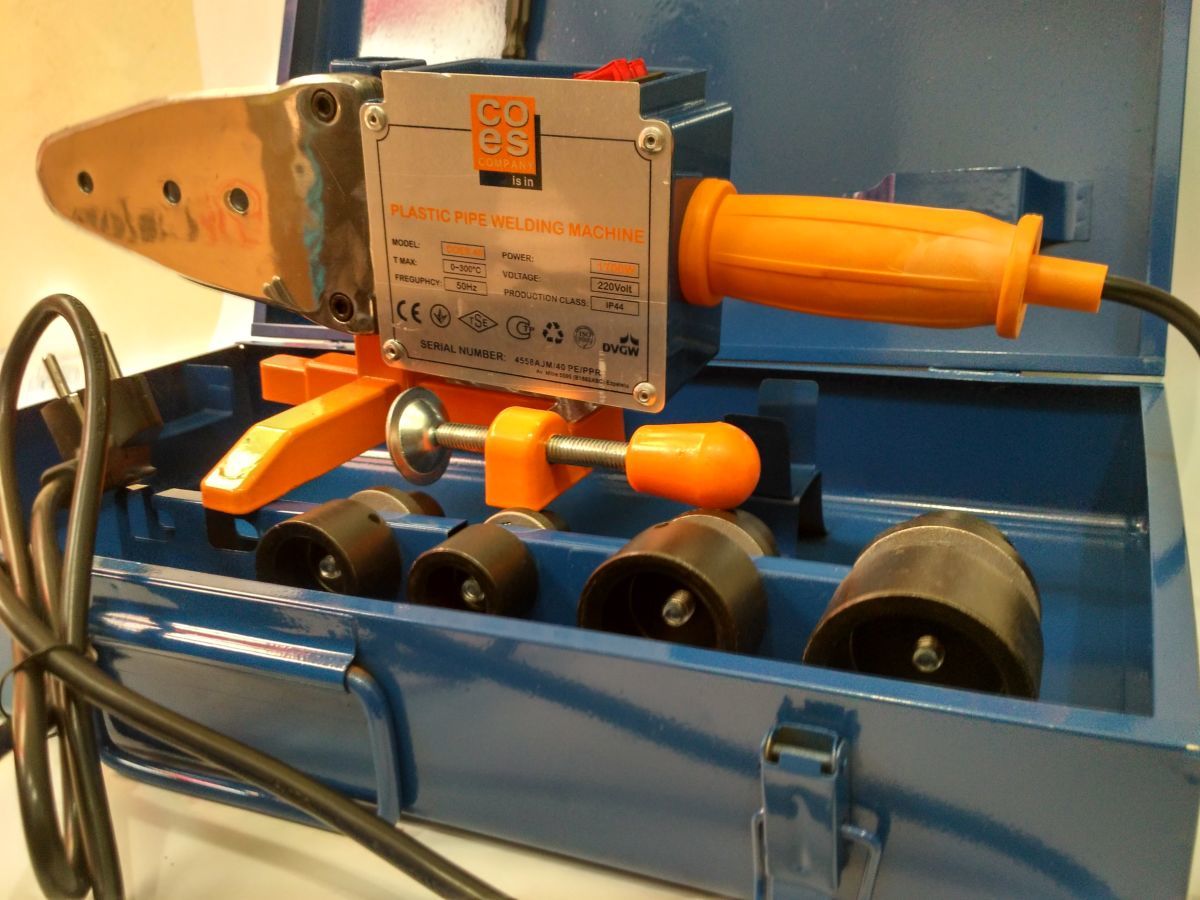
Existuje mnoho modelů pájecích pásek pro PP trubky, ale jejich struktura je stejná:
- Tělo Má stabilní spodní část, stojan a rukojeť.
- Topné těleso Maximální teplota ohřevu je 260 stupňů. Top má ochranný kryt.
- Regulátor teploty. Může být mechanické nebo elektronické. Existují světelné indikátory.


- Sada trysek různých průměrů. Část trysek je určena pro trubky, část - pro armatury. Trysky mají teflonový povlak. Zajišťuje rovnoměrné ohřívání polypropylenových dílů a snadné čištění.
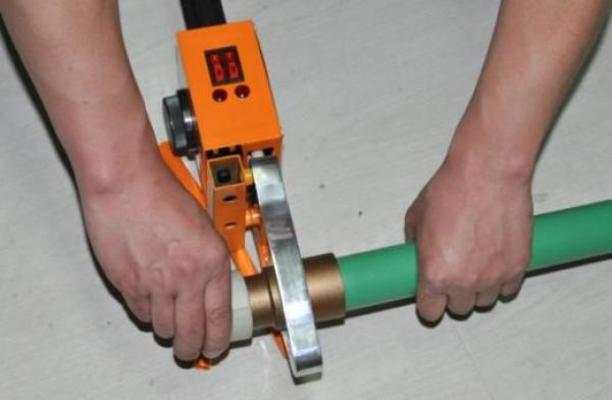
Typy páječek se liší tvarem topného tělesa nebo hrotu. Dva typy jsou populární: "železo" a "tyč".
Dříve se objevila pájecí páječka. Jeho žihadlo je válec o průměru několika centimetrů. Na válci je pevná tryska. Na jedné straně je uzpůsobena pro ohřev trubky na straně druhé pro montáž.


Kování se zahřívá zevnitř. Je umístěn na horní části trysky. Potrubí se zase zahřívá. Zavádí se do otvoru trysky.
V procesu práce od teplotního efektu se může připojení trysek k tyči „uvolnit“. Musí se otáčet, takže pájecí páječka je méně vhodná než ve formě železa.
Žihadlo představuje svislou desku se třemi otvory pro instalaci trysek. Tloušťka desky se pohybuje v rozmezí několika centimetrů. Její "nos" je špičatý, a na celé desce se připomíná železná podešev umístěná svisle. Proto název tohoto typu žihadla.

Na jedné straně jsou trysky pro trubky upevněny na druhé straně pro armatury. V procesu pájení se nespustí, což je mnohem pohodlnější než tyčová.
Také šířka od okraje levé trysky k okraji pravé trysky je menší než na páječce, takže je výhodnější pro práci na těžko přístupných místech.
Důležitou roli hraje počet trysek s různými průměry a kvalita jejich nátěru. Čím větší je rozsah, tím více typů trubek lze použít v instalatérských pracích.
Ve standardních sadách 3 nebo 4 trysek. Pro domácí použití to stačí. Ale pro profesionální použití v instalatérské práci musíte zakoupit několik dalších odrůd.

I při volbě páječky je třeba vzít v úvahu sílu nástroje. Zvolit to podle principu „čím silnější, tím efektivnější“ je špatné. Takový nástroj bude plýtvat pouze energií a nezlepší výsledek práce.
Pro výběr páječky pro specifické potřeby existuje jednoduché pravidlo. Průměr trubky (v milimetrech) musí být vynásoben 10 watty. Výsledné číslo je požadovaný výkon. Při práci s výrobky různých průměrů a polypropylenu se musíte zaměřit na největší.
Technologie tavení PP trubek není obtížná. V práci s nimi je ale úlovek: nelze okamžitě určit kvalitu pájení. Všechny chyby a netěsnosti lze zjistit pouze během provozu potrubí. Proto je důležité studovat nuance práce předem a řádně pájet potrubní systém.


Podrobné pokyny pro začátečníky:
- Otřete hroty páječky čistým suchým hadříkem.
- Nainstalujte páječku na speciální stojan.
- Nainstalujte na štěrbinu dvě trysky požadovaného průměru. Trysky nejsou v řadě, ale proti sobě. Trubka váží více než tvarovka, takže tryska pro ni je instalována ze strany pracovní ruky. Pro praváky - na pravé straně, pro leváky - vlevo.
- Připojte páječku k síti 220 voltů. Při připojování je důležité zajistit, aby se topné články nedotýkaly pájecího kabelu.
- Nastavte svařovací stroj na maximální teplotu 260 stupňů.


- Noste rukavice odolné proti teplu. Všichni výrobci pájecích strojů pro PP-trubky ukazují, že za účelem dodržení bezpečnosti je zakázáno dotýkat se horkých částí páječky na nechráněných částech těla. Také páječka by neměla mít přístup u dětí a zvířat.
- Zahřejte plastové díly. V tomto procesu je důležité sledovat bezpečnost úhlu připojení.
- Jeden po druhém vyjměte horké části propylenu, spojte se navzájem.
- Přístroj na pájení ochlaďte přirozeně. Nenechávejte ho chladit vodou nebo studeným vzduchem. Z takovýchto manipulací se výrobek nezdaří před záruční dobou.


Výrobci neuvádějí univerzální dobu ohřevu pro různé typy trubek. U tenkostěnných výrobků s malým průměrem a širokoúhlých trubek se může teplota a čas měnit.
Profesionální montéři určují míru vytápění zkušenostmi a na základě intuice.Začátečníkům pomáhá tabulka, kterou každý výrobce uvádí do příručky. Bere v úvahu čas s trubkou v závislosti na jejím průměru a délce spojovacího švu.
Stoly od různých výrobců se mohou lišit.
Přesný čas je určen výkonem páječky a jejího modelu.


Shromáždění
Nedílnou součástí procesu montáže je pájení nebo svařování PP-trubek. Nejdříve nelze celý systém přívodu vody pájet do jednoho a pak jej volně instalovat do prostoru, který je k dispozici. Některé oblasti budou stále muset být pájeny na váze. Pájení a instalace jsou proto paralelní.
Práce probíhá ve fázích.


První etapa je organizační.
Organizace se skládá ze dvou důležitých událostí: výběru materiálů a vytvoření výkresu.
Polypropylenové trubky musí splňovat své technické vlastnosti systému, ve kterém budou pracovat. Pokud se jedná o systém studené vody, můžete se zastavit u potrubí PN16. Pro horkou potřebu alespoň PN20. Kromě samotných trubek budete potřebovat spojovací kování a držáky (smyčky).

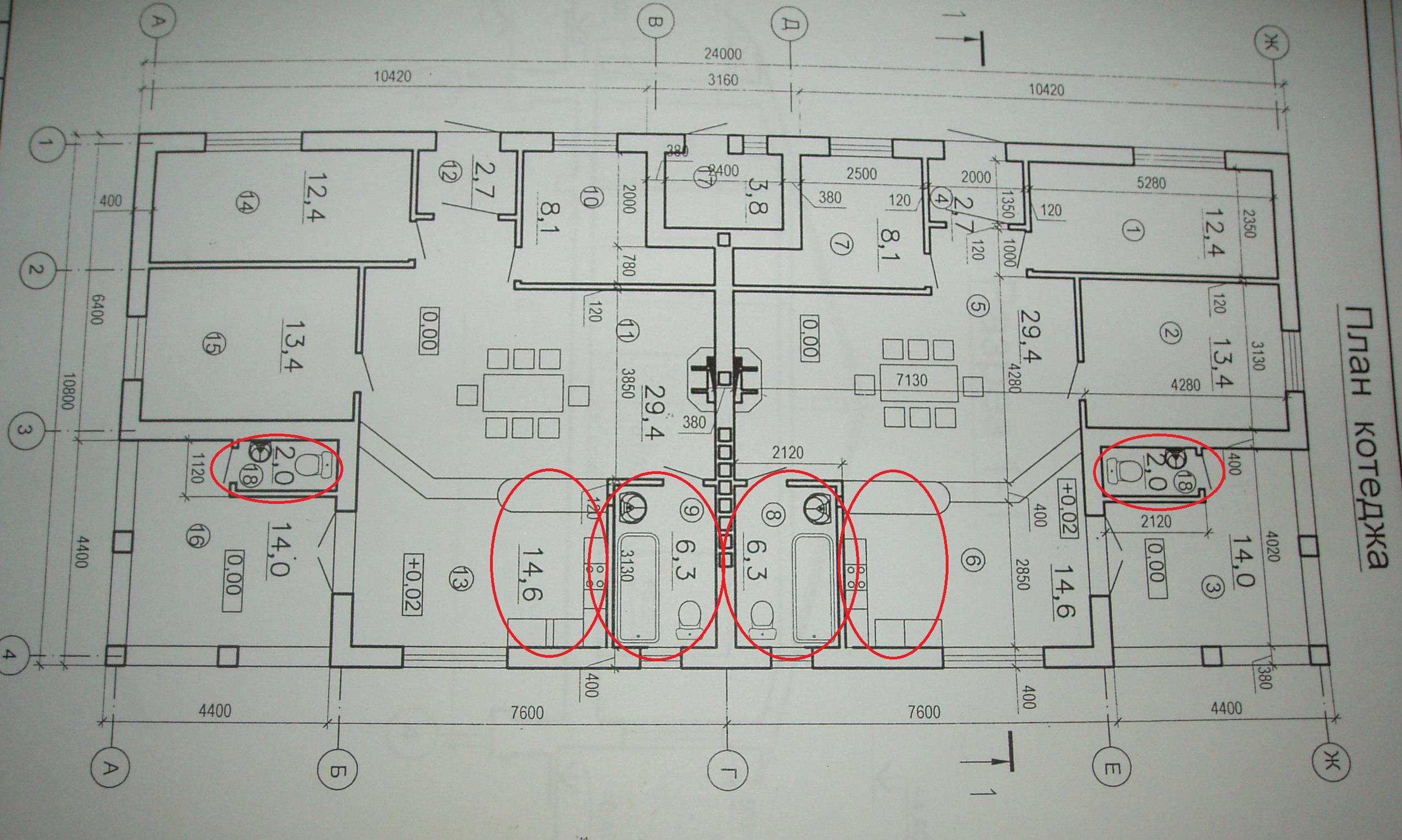
Výkres je obvod pro pokládku potrubí. Měl by odrážet všechny prvky, počínaje zdrojem vody a končící objekty spotřeby vody. Na schématu je důležité označit všechny části systému, které budou položeny v zemi a v místnosti, v jaké hloubce budou a v jaké výšce zvednou vodu. Upevňovací prvky musí být k dispozici pro každých 40-50 cm. Všimněte si také umístění adaptérů, větví, spojek, kohoutků, radiátorů.
Instalatérství se montuje dvěma způsoby: otevřeným a zavřeným. Otevřete si to snadněji. Nováček to zvládne. Uzavřené pracnější a složitější. Je lepší svěřit odborníky.
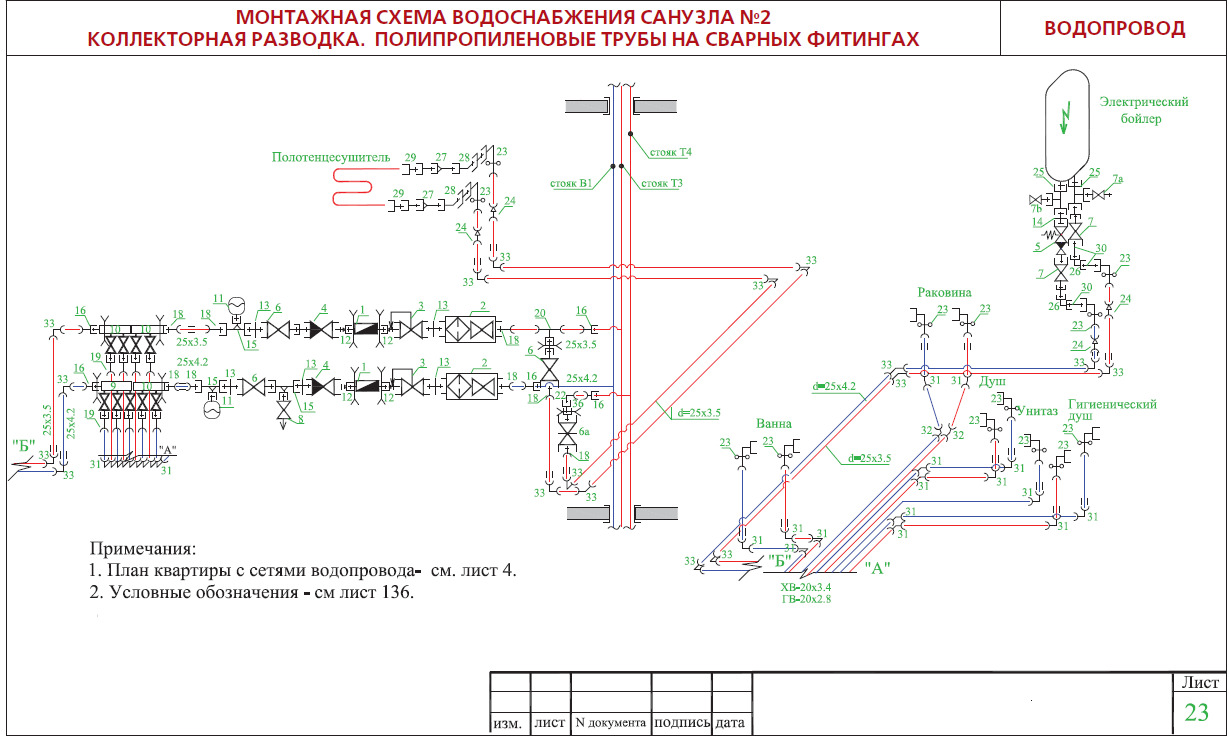
Kromě toho, že výkres poskytuje vizuální znázornění umístění potrubí, pomáhá vypočítat množství materiálů.
Polypropylen je materiál prakticky bez odpadu. Nikdo však není pojištěn proti chybám při první práci s ním, takže je třeba zakoupit materiál s malým rozpětím. 5-10% bude stačit.
Ze zbývajících trubek a armatur, můžete vždy udělat užitečné věci pro dům, takže to není plýtvání penězi.


Druhá etapa - přípravná
Pro rychlou a snadnou instalaci je nutné připravit úseky na ulici a v místnosti, přes kterou bude potrubí pokládáno.
Pokud je třeba některé trubky instalovat v zemi, je pod nimi vykopán výkop. Aby v zimě nezamrzly, musíte se dostat hluboko pod úroveň mrazu. Jako dodatečná ochrana se doporučuje použít izolaci. Před potápěním do země se otočí kolem PP-potrubí.
Nejlepší možností pro izolaci je minerální vlna nebo materiály na bázi fólie.


Uvnitř domu je třeba instalovat upevňovací prvky podél potrubí. Jejich umístění vzhledem k vodorovné přímce a navzájem závisí na úrovni stavby. Nejvhodnější pro toto laserové zařízení. Rovněž je třeba vyřezávat otvory ve stěnách, kterými prochází potrubí.
V procesu přípravy je snadné identifikovat těžko dostupné oblasti pro instalaci. Je důležité předem zvážit, jak nejlépe instalovat potrubí na těchto úsecích - použijte hotové díly, které jsou přivařeny ke stolu, nebo to dělejte podle hmotnosti.
Teplota páječky je velká pro poškození jakéhokoliv objektu v bezprostřední blízkosti. Před instalací musíte vyčistit cestu, kterou musíte během instalace přemístit, aby nedošlo k nárazu do překážek.


Třetí etapou je analýza potrubních úseků složitostí.
V této fázi musíte pracovat na schématu, abyste obcházeli celou instalační cestu a všimněte si, které prvky potrubí lze namontovat na pracovní plochu a které lze svařovat pouze na váze.
Výsledné řezy by měly být uvedeny na schématu. Některé z nich mohou být příliš krátké, takže je lze kombinovat.Některé naopak mohou být příliš dlouhé. Musí být opatřeny dodatečným upevněním na stěně nebo rozděleny do několika částí tak, aby se trubka nepropadla ani neroztažila.
Čtvrtá etapa - řezání potrubí
Tenkostěnné výrobky jsou dobře řezané nůžkami pro PP materiály a řezačky trubek. Ve vzácných případech, jigsaw fit.
U silnostěnných trubek s výztuží z hliníku a fólie před řezáním je třeba vyčistit. Je ovládán multifunkčním přístrojem nebo holicím strojkem.
Pokud nebyly k dispozici žádné speciální nástroje a řez byl nerovnoměrný, je třeba jej brousit. Je efektivnější použít dva typy brusného papíru - nejprve s větším zrnem, pak jemnozrnné.


Při řezání trubek je důležité vzít v úvahu, že 15-30 mm délky bude směřovat k spojovacímu švu. Musí být přidány k délce trubky, která je aplikována na schéma potrubí. Pokud jsou armatury umístěny na obou koncích potrubí, pak by mělo být dvakrát přidáno 15-30 mm.
Přebytek může být vždy odříznut, ale pro zvýšení chybějících pár centimetrů nebude fungovat. Aby nedošlo k omylu, neměli byste řezat všechny prvky potrubí najednou, včetně obtížných úseků.
Části potrubí, které budou ohřívány páječkou, by měly být označeny značkou.
Konec trubky by se měl dostat do trysky až po značku.


Pátá etapa - svařování (pájení) dílů na ploše
Jak bylo uvedeno výše, v praxi se hrot trubek skládá z více kroků než ohřev a spojení.
Aby byl šev spolehlivý a systém fungoval správně, je třeba postupovat krok za krokem:
- Odmastěte trysku pájecího stroje, vnitřní povrch tvarovek a konce trubek PP. Alkohol může vymazat značky označené značkou. V případě potřeby lze aktualizovat zadáním měření na lince.
- Nainstalujte páječku na stojan. Musí být tepelně odolná a pracovní plocha je rovná a stabilní.
- Noste rukavice odolné proti teplu.
- Zajistěte příslušenství vhodné velikosti.
- Připojte přístroj k síti, nastavte teplotu na 260 stupňů.


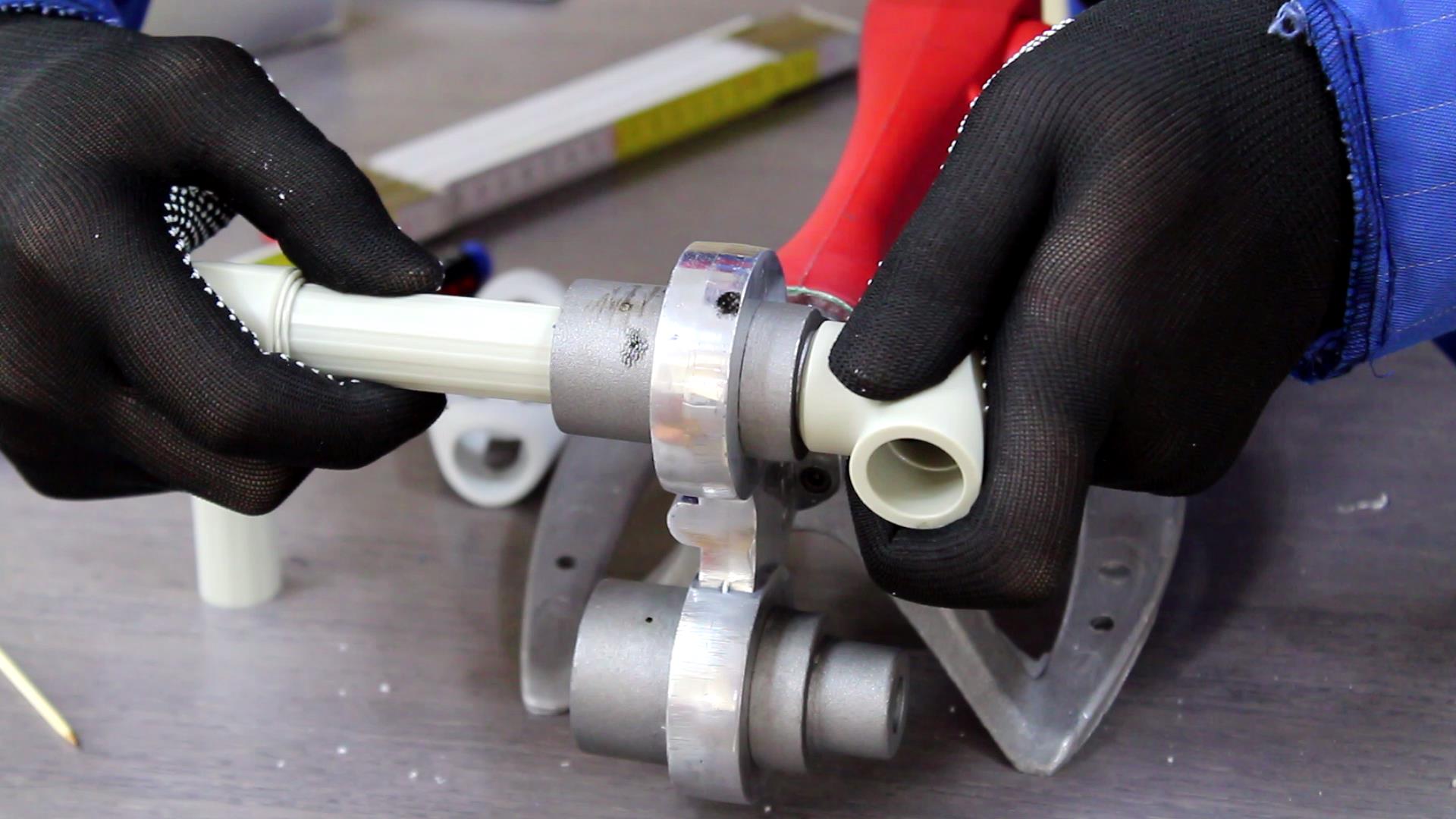
- Kování se nasadí na trysku a trubka se do ní vloží. To zahřívá vnitřní stranu spojovacího prvku a vnější část trubky. Je důležité dodržovat doporučení týkající se doby ohřevu (v sekundách) udané výrobcem. Čím větší je průměr trubky a čím silnější je stěna, tím delší doba. Obvykle po 6-8 sekundách je již možné pájet (spojovat díly dohromady).
- Připojte vyhřívané části. Vložte trubku do armatury, několik vteřin ji podržte, abyste zahájili proces difúze, a pak ji odložte, dokud nebude zcela vychladlá.
- Zkontrolujte připojení. To lze provést nejdříve 2 hodiny po svařování. Součást můžete mechanicky otestovat pohybem dílů rukama, nebo nechat proudit vodou. Pokud potrubí neprochází a voda dobře prochází, spojení proběhne úspěšně.
- Připájejte všechny díly, které mohou být připojeny na stůl.


Šestá etapa - pokládka potrubí
V podstatě se jedná o instalaci všech prvků na místa, která jim byla přidělena. Pro připojení některých z nich, v procesu bude muset svařovat části na váze. To se provádí postupně jako na pracovní ploše.


Sedmá etapa - kontrola systému
Několik hodin po svařování se části uchopí a vychladnou. Účinnost a spolehlivost systému je kontrolována tekoucí vodou přes potrubí.
Typické chyby
Nováčci v instalatérských a samoučících mistrech, kteří chtějí ušetřit na profesionálních instalačních technikech, často dělají stejné chyby Na první pohled jsou to maličkosti, ale vedou k tomu, že systém rychle selže.


Co byste neměli dělat při instalaci PP-trubek vlastníma rukama:
- Přes spěch. Svařování PP-trubek vyžaduje určitou účinnost. To však platí pouze pro rychlost připojení dílů, zatímco jsou ještě horké. Zbytek spěchu má negativní důsledky. Nejčastěji noví průvodci jednoduše nedovolí, aby se páječka ohřála na požadovanou teplotu.V důsledku toho je "přilnavost" součástí špatná.
Pomalí montéři mají jiný problém - ohřívají díly na správnou teplotu a poté se před vložením trubky do armatury nastavují na dlouhou dobu. V těchto několika vteřinách klesá teplota produktů a také klesá kvalita difúze.


- Spolehněte se na údaje o teplotě teploměru zabudovaného do páječky. Pokud je zařízení staré nebo od bezohledného výrobce, může se požadovaná hodnota 260-270 stupňů na displeji objevit v důsledku poruchy. Skutečná teplota trysek je často pod tímto parametrem. Pro pojištění musí být zkontrolováno kontaktním teploměrem. Je to takové zařízení, které je levné a farma je užitečná nejen pro práci s páječkou.
- Přehřáté propylenové produkty. Začátečníkům se může zdát, že čím déle trvá zahřátí, tím lepší bude spojení. Ve skutečnosti to tak není. Pokud tavíte plast příliš, pak je v potrubí přítok. To brání volnému toku tekutiny potrubím nebo blokuje trubkový úsek úplně.


- Svařování trubek venku v chladném počasí. Při nízkých teplotách dochází k rychlému ochlazování dílů, stejně jako kloubu. Nemají čas se chytit pevně.
- Nečistěte potrubí a trysky od prachu a mastnoty. To také nepříznivě ovlivňuje kvalitu spojení.
- Nevystavujte potrubí s hliníkovou výztuží. Teplota a doba tavení hliníku a propylenu jsou rozdílné. Ačkoliv hliník je antikorozní materiál, mohou z něj unikat trubky.


- Nainstalujte všechny prvky potrubí na podlahu (stůl, zem) najednou. Takový konstruktor již nemůže být instalován podle schématu.
- Pro horké potrubí používejte tenkostěnné trubky. Nebudou odolávat vysokým teplotám, protáhnou se a nakonec prasknou.
- Trubku vyřízněte pilou nebo pilou bez následného odřezání řezu smirkovým hadříkem.
- Pokuste se urychlit proces chlazení potrubí studenou vodou nebo vzduchem.


Tipy
Nestačí dělat chyby, přesto musíte vzít v úvahu triky svařování, které byly vyvinuty profesionálními montéry v průběhu let. Obvykle mohou být rozděleny na „hacking života“ na výběr materiálů a nástrojů a užitečné tipy pro práci.
Jak vybrat potrubí:
- Je to pravidlo, že tenkostěnné trubky mohou být použity pouze pro studenou vodu a dekorativní výrobky. Pro práci s horkou vodou stojí za to si vybrat pouze vyztužené silnostěnné stěny. Ventilace vyžaduje potrubí označené PHP.
- Výrobky se skleněnými vlákny jako výztužnou vrstvou jsou univerzální. Jsou vhodné pro začátečníky, kteří se jen učí používat páječku a slouží až 50 let. Neměli byste být vedeni k příběhům konzultantů o nejkvalitnějších trubkách s hliníkem.


- Vzhled trubek může také hodně říct. Má-li výrobek jednotnou barvu, dokonce i kulatý střih a hladké stěny uvnitř i vně - má vysokou kvalitu. Pokud je barva zbarvena, řez není kulatý a stěny jsou drsné - výrobek během operace selže.
- Potrubí musí cítit. Charakteristické ostré pachy z plastů mají pouze trubky z nekvalitních surovin. Produkt vysoce kvalitního propylenu téměř necítí.
- Trubka by měla vstupovat do armatury těsně a pouze v horkém stavu. Pokud je mezera mezi stěnami alespoň jeden milimetr - to je manželství.
- Všechny komponenty musí být zakoupeny u jednoho výrobce.

Trikování svařování a instalace je mnohem více. Přicházejí se zkušenostmi a každý mistr má své vlastní triky. Existují však některé univerzální tipy.
Každý mistr tak ví, že trysky pájecího zařízení jsou ve výrobě ošetřeny speciálním řešením. Před použitím chrání přístroj před nepříznivými účinky na životní prostředí. Ochranná vrstva se odpařuje při prvním zapnutí páječky s tryskami. S vypařováním je charakteristický zápach a lehké saze. Proto je nutné přístroj poprvé spustit na ulici a nechat ho ohřát na plné odpařování. Teprve pak pokračujte v pájení.
Druhé tajemství se týká zpracování trubek a odmašťovadla. Je lepší zvolit čistý alkohol. Odpařuje se rychle a nezanechává uvnitř trubek žádný zápach, na rozdíl od acetonu a rozpouštědla.


Pokud se teplota okolí blíží nule, zpomalte chlazení spoje. K tomu použijte ubrousek z teplé tkaniny.
Části otřete hadříkem, který nezanechává zdřímnutí. Uvnitř trysky páječky bude doutnat.
Pro trubky s dvojitou konturou (teplá voda a studená voda), nejlépe umístění horkého obrysu za studena. To nevede ke vzniku kondenzace na trubkách. Spojovací díly v místech přechodu z horizontální na vertikální mohou být pouze v úhlu 90 stupňů.
Pokud se budete řídit těmito doporučeními, instalace bude úspěšná a komunikace z polypropylenových trubek bude trvat několik desetiletí.


Pokyny pro pájení polypropylenových trubek naleznete v následujícím videu.



















