Ohýbačky trubek pro profilové trubky: konstrukční prvky a nezávislá výroba

Ohýbačka trubek je speciální zařízení manuálního typu nebo výrobní stroj určený k ohýbání trubek různých materiálů pod určitým úhlem. Sériová zařízení se liší v principu provozu a mohou mít různé typy pohonů, ale pro práci s některým z těchto zařízení vyžaduje určité zkušenosti.
Můžete použít hliníkové, chromové, měděné, obyčejné a nerezové nebo plastové trubky o průměru 5 až 1220 mm nebo profil s jinou částí. Úhel ohybu - až 180 stupňů.


Zařízení a účel
Obdélníkové, oválné a čtvercové trubky v sekci se nazývají tvarované trubky. Takový stroj může být vyroben ručně, zakoupen v obchodě nebo na trhu stavebních materiálů. V tomto článku se podíváme na to, jak udělat takové zařízení vlastníma rukama.
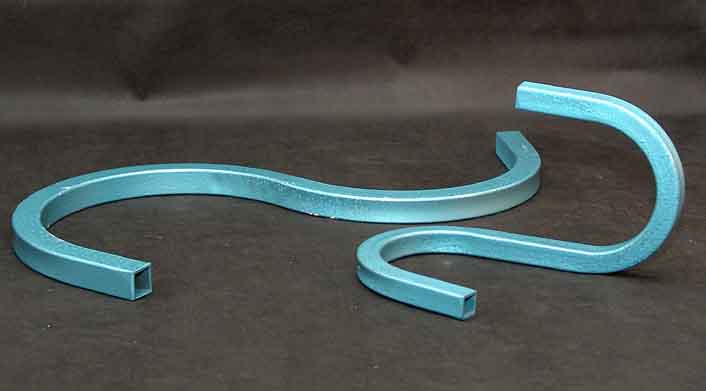
Při výrobě baldachýnu, skleníkového rámu, baldachýnu, kovového nábytku a jiných konstrukcí je výhodné použít ohýbané trubky, protože tyto trubky mají ploché povrchy, což usnadňuje montáž střešního materiálu. V domácích podmínkách není snadné ohýbat potrubí bez deformací a záhybů.


Proto se používá ohýbačka trubek. Ve většině případů je toto zařízení vybaveno hydromechanickým nebo elektromechanickým pohonem. S jeho pomocí je možné ohýbat potrubí pod jakýmkoliv stupněm. Pro výrobu dílů můžete ohýbat trubky na speciálních výrobních mechanismech. Ale vzhledem k jejich vysoké ceně, je lepší sestavit stroj na ohýbání trubek vlastníma rukama doma. Montáž je provedena z dostupných a často dostupných materiálů. Lehká konstrukce nezabírá mnoho místa v garáži nebo ve dvoře.
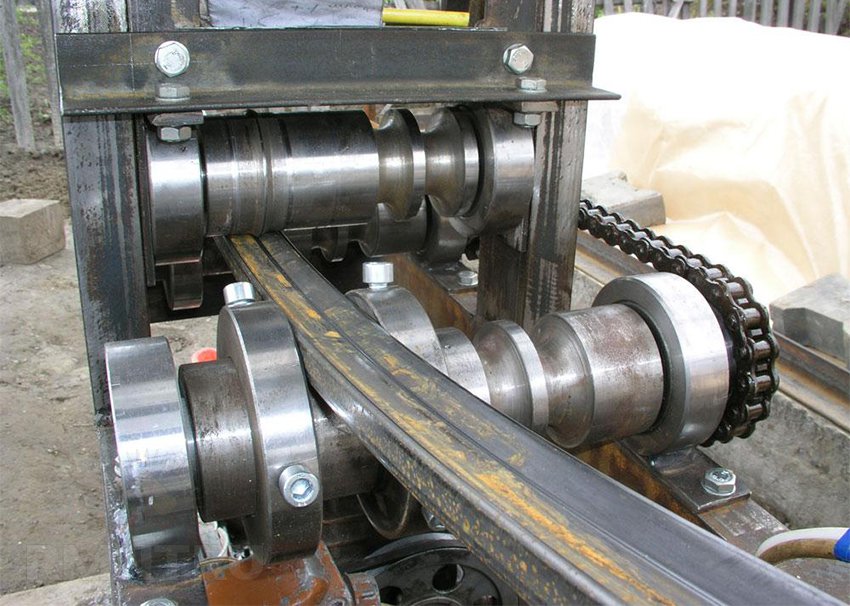
Hlavními částmi používanými pro takový stroj jsou hřídele (válce), páka (zvedák), hnací řetěz, hydraulický válec, osa otáčení, rám zařízení. Rám lze zavřít a otevřít. Hlavní komponenta takového zařízení je považována za hydraulický válec, který plní výkonovou úlohu. Princip činnosti domácího ohýbačky trubek je vždy stejný - obrobek je umístěn na válečkových zarážkách a uprostřed je zastavovací válec, který vyvíjí tlak na trubku, ohýbá ji na požadovaný poloměr.

V závislosti na velikosti a tvaru obrobku jsou válce vytvořeny válcovité nebo drážkované. Pro široký a plochý profil jsou vhodné hladké válce, pro vysoké a úzké válečky s vodítkem drážky. Více v poptávce univerzální válce. V případě potřeby jsou k trubkové základně připevněny vodicí kolejnice. Tento mechanismus vyžaduje vynaložení fyzické síly. Pro usnadnění práce strojů vybavte hydraulické pohony. Kromě toho jsou vybaveny elektromotorem (šnekem s jedním šnekem). Volba typu převodovky závisí na průměru trubky. Takováto přídavná zařízení umožňují ohýbat trubky s velkým průměrem.


Princip činnosti
Ohyb profilové trubky se provádí na principu válcování nebo válcování. Pro skládání trubek s malým průřezem lze použít jednoduché metody, které nevyžadují vytvoření složitého mechanismu.
Patří mezi ně:
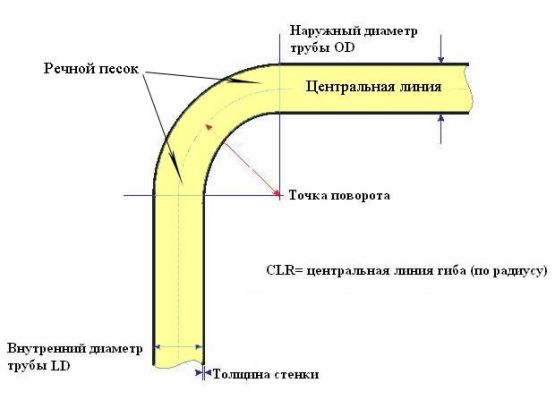
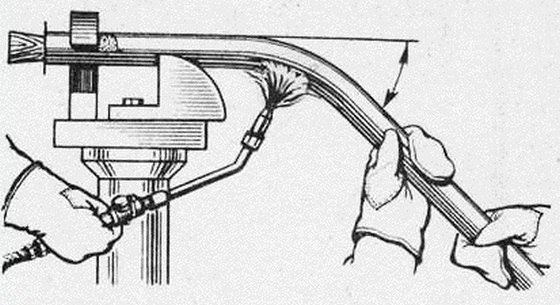
- Plnění pískem. Vnitřek připravené trubky je naplněn jemným pískem, předem vysušeným a prosetým. Otvory na obou stranách jsou uzavřeny dopravními zácpami.Dále se trubka ohýbá ve tvaru požadovaného tvaru. V případě potřeby se místo přehřátí zahřívá hořákem nebo plynovým hořákem až do zčervenání. Tato metoda je časově náročná, má nízkou kvalitu a nízkou přesnost.
- Plnění vodou. Aby se profil ohnul vodou, musí se nejprve zmrazit. Trubka je na jednom konci utěsněna zátkou, naplněna vodou a umístěna do chladu. V žádném případě by neměly být oba konce trubky uzavřeny zátkou, takže když se led rozpíná, nebude trubka porušena. Dále se zmrazený profil ohne pomocí šablony. Tato technologie je vhodná pro tenkostěnné měděné a hliníkové trubky.

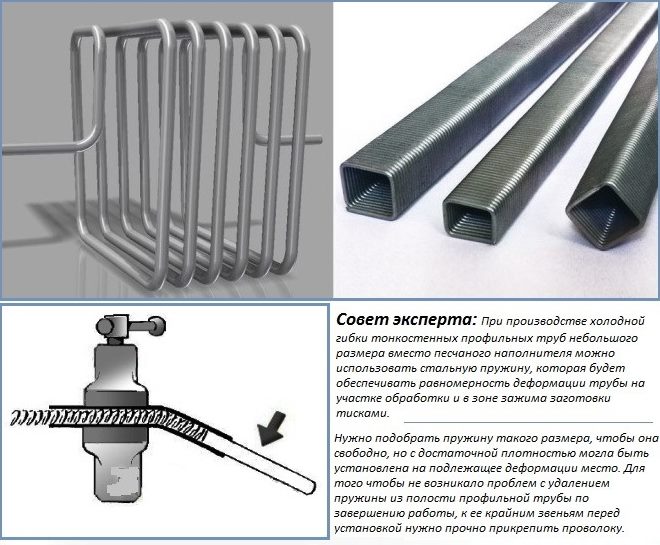
- Jaro. V předstihu je spirála zkroucená z kovového drátu, jehož rozměry jsou o 3-5% menší než vnitřní profilová sekce. Pružina je umístěna uvnitř a poté, co může být trubka ohnuta jednoduchým způsobem pomocí šablony. Po dokončení práce je pružina odstraněna, vyrovnána a může být znovu použita.
- Svařování, řezání. Tato metoda se používá, pokud je poloměr ohybu minimální a trubka je tlustá. Z vnitřní strany zamýšleného ohybu se podle dříve vytvořených geometrických výpočtů řezy pomocí brusky. Trubka je nakloněna na požadovaný poloměr a připojené strany výřezů jsou svařeny svařovacím strojem. Pro estetické účely jsou svarové švy uzemněny bruskou.


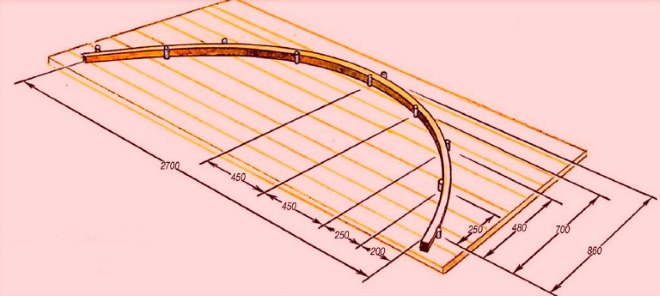
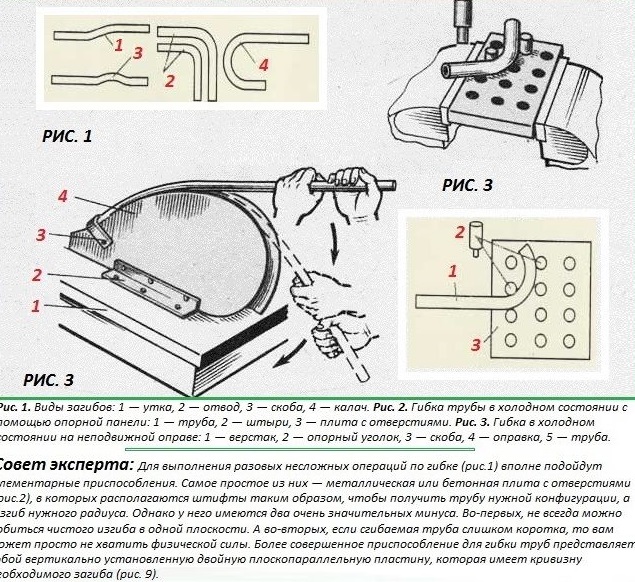
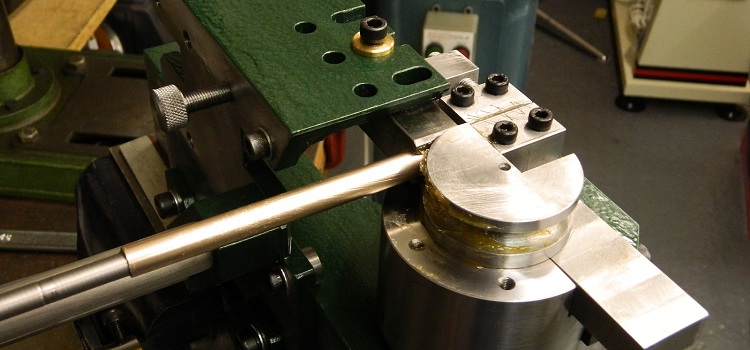
- Nejjednodušší konstrukcí je ohýbání trubek pomocí šablony. Tato metoda je určena pro výrobu polotovarů stejného typu ve velkém množství. Pro výrobu těchto šablon používejte dřevěné desky o tloušťce nejméně 2-3 cm, podél hran hotového vzorku jsou instalovány omezovače (strany) jakéhokoliv materiálu tak, aby se profil při práci nesklouzl. Upevnění systému na podlahu nebo na jakoukoli rovinu určete pro kovový profil. Poté, co je postaven mezi kovadlinku a šablonu, jemně zatlačte na opačný konec a zajistěte rovnoměrný tlak v celé rovině. Pro usnadnění lisování trubky se používá přídavná páka, naviják. Tento způsob je vhodný pro profil o průměru ne větším než 1 palec. Při použití většího profilu místo dřevěné šablony se používají výztužné polotovary, které udržují požadovaný poloměr, jsou upevněny v betonovém podkladu.

Výhodou této metody je nízká cena a snadnost práce, ale přesnost a kvalita obrobků během zpracování se bude lišit nízkými sazbami. Kromě toho budete muset vytvořit nový vzor pokaždé, když potřebujete ohnout jiný poloměr. Tato volba je vhodná pro ohýbání hliníkových a měděných trubek.
Výše uvedené metody fungují s pomocí svalové síly, proto se používají pouze pro tenkostěnné profily s nízkou pevností. Pro trubky s větším průřezem jsou zapotřebí speciální stroje s elektrickým mechanismem. To však neznamená, že je nutné bez problémů koupit výrobní stroj. Manuální převodovka se snadno montuje.

Typy strojů
Podle požadavků provozu jsou k dispozici pevné (stacionární) a ruční stroje. Stacionární struktury se používají ve větším rozsahu v továrnách. Pro domácí práce je vhodnější ručně vyrobené ruční zařízení.
V závislosti na pohonu existuje několik typů zařízení pro ohýbání trubek:
- Hydraulické (aplikován hydraulický zvedák). Tam jsou stacionární a ruční. Ohněte trubky o průměru do 3 palců. Takové stroje jsou používány ve speciálním průmyslu a mohou provádět působivé množství práce.
- Mechanické. Tlak se vytváří ručně pomocí hlavního šroubu nebo páky.
- Elektrické. K ohybu dochází na úkor elektromotoru), který je vhodný pro ohýbání trubek - jak tenkých, tak i tlustých stěn. Díky elektronice jsou provedeny přesné výpočty úhlu ohybu. Takové trubky nemají žádné deformace.
- Elektrohydraulické. Hydraulický válec je poháněn elektromotorem.



Ohýbačky trubek na schopnost ohýbání trubek jsou rozděleny na mechanismy pracující s trubkami o průměru do 16 mm, 20 mm, 32 mm, 50 mm, 76 mm.
Je možné ohýbat trubku různými způsoby.
V tomto ohledu se ohýbačky způsobem ohýbání dělí na:
- Segmentový. Jsou dodávány se speciálním zařízením, které současně táhne a ohýbá obrobek v požadovaném úhlu kolem segmentu.
- Pohled na kuše stroje. Vybaven speciálním mechanismem sestávajícím z ohýbacího prvku.

- Pružinová zařízení. Vybaven pružinami. Na takových strojích je možné zpracovávat kovové části.
- Sod. Skládá se z vodítka, které je umístěno uvnitř trubky před zahájením prací. Takový prvek s trnem chrání díl před deformací a zploštěním. Tento stroj se používá při výrobě automobilových trubek a ohýbání hliníkových trubek.
- Lint volný Ohýbání se provádí navíjením dílu na ohýbacím válci.

Délka obrobku, který musí být ohnutý, používá dva typy zařízení:
- Pákové stroje;
- zařízení.
Pákové zařízení jsou považována za nejběžnější. K dispozici také v průmyslové výrobě jsou turf a crossbow ohýbačky trubek. Princip činnosti těchto strojů se skládá ze dvou vodicích kladek a manometru (trnu). Takový mechanismus umožňuje provádět zpracování za studena kulatých kovových trubek v malých oblastech. Vzhledem ke své malé velikosti je bender považován za běžnější zařízení mezi profesionálními montéry technických komunikací. Přístroj dostal své jméno vzhledem k tomu, že design je podobný kuše.
Tento způsob však vede k trubce k velkému roztažení podél vnějšího poloměru ohybu, což ovlivňuje zmenšení tloušťky stěny a její prasknutí. Metoda kuše zejména není vhodná pro ohýbání tenkostěnných trubek.

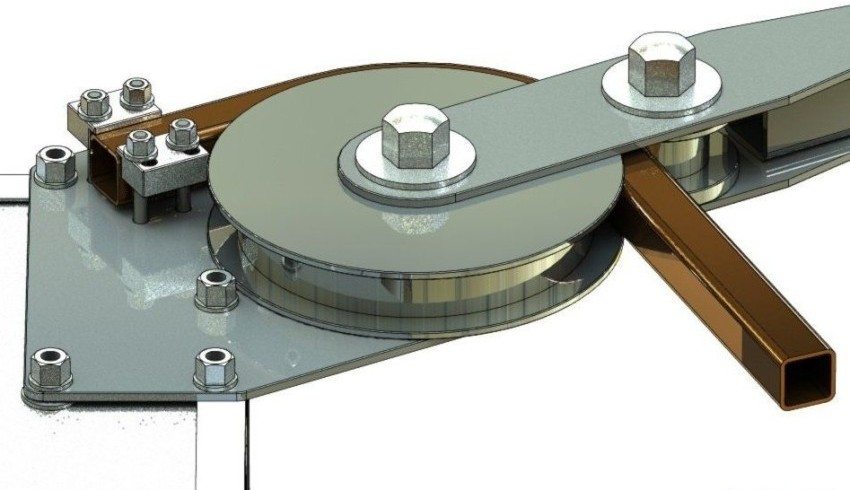
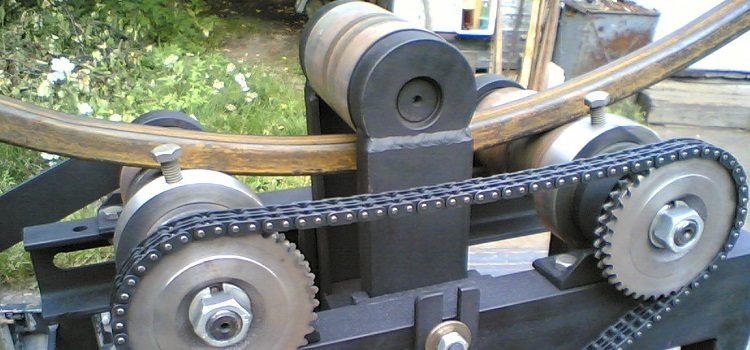
Pro výrobu významného počtu monotypových částí s malým poloměrem ohýbání je možné použít ohýbačku trubek-šnek. Tato jednotka se skládá ze dvou kladek (kol) různých průměrů, upevněných na hřídelích. Zajištěním jednoho konce trubky ke kolu natlakuje obrobek válec s nejmenším průměrem (hlavní kolo), přičemž současně válcuje válec přes úsek obrobku. Vzhledem k tomu, co je trubka ohnuta podél povrchu velké kladky, získává svůj tvar. Jedinou nevýhodou této metody je neproveditelnost extrakčních křivek s větším poloměrem.
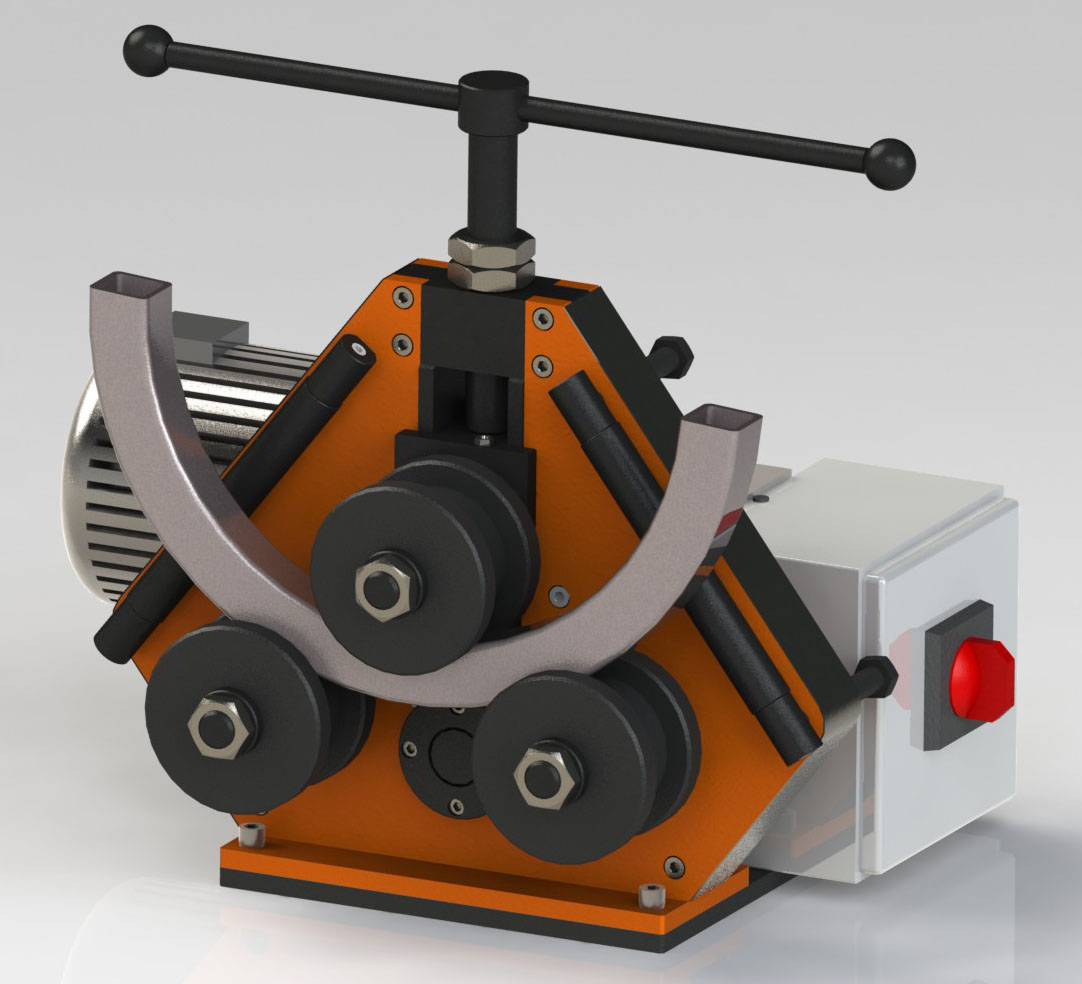
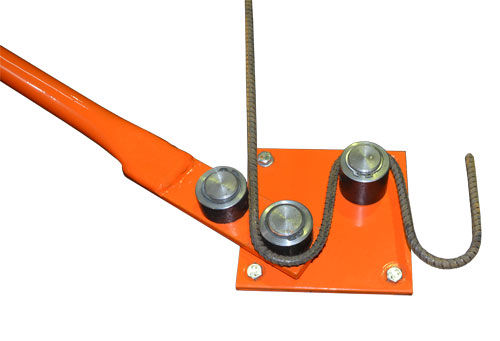
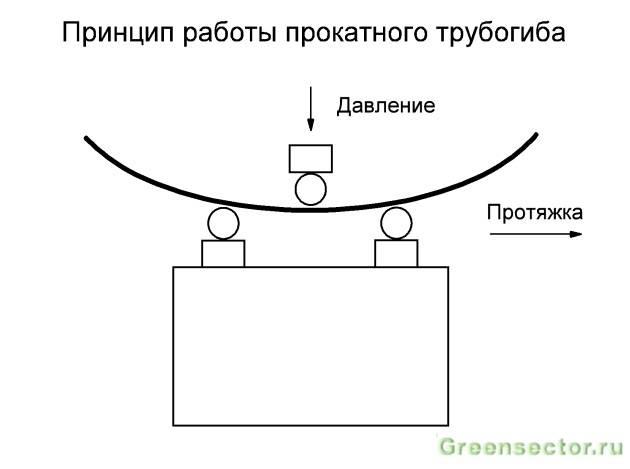
Praktické a univerzální práce jsou válcovací (ohýbací) stroje, ruční výroba, ve které můžete nastavit úhel deformace kovové trubky. Nejjednodušší systém válcovacího stroje je tvořen základnou a na něm upevněným hnacím hřídelem, umístěným v určité vzdálenosti od sebe. Tlak působí na trubku pohyblivým válečkem a jeho tažení se provádí otáčením hlavních hřídelí. Při vytváření malých oblouků s poloměrem budete muset dokončit 50-100 cyklů. Aby nedošlo k deformaci, měli byste výrobek otáčet stejnou rychlostí. Sestavení válcovacího mechanismu nezávisle na domácím prostředí bude obtížné, protože bude zapotřebí soustružení a svařování.


Potřebné nástroje a materiály
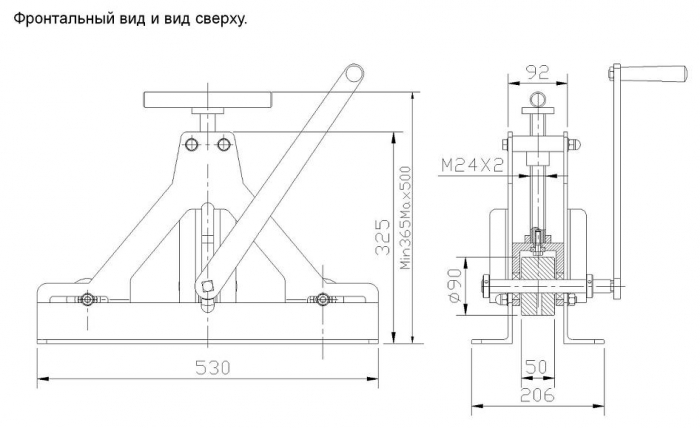
Nejprve je třeba vytvořit správné schéma (výkres) s přesným měřením a potřebnými materiály. Před montáží stroje určíme, který poloměr ohybu profilu bude nezbytnější. Na základě toho vyberte velikost oběžného kola.
Při sestavování výkresu domácího stroje musíte dodržovat hlavní pravidlo - pevnost a lehkost konstrukce. Dále bude zapotřebí následující elektrické nářadí: svařovací stroj, šroubovák, bulharský, řezací a brusný kotouč, kladivo, svěrák, vrták.

Stavební schéma
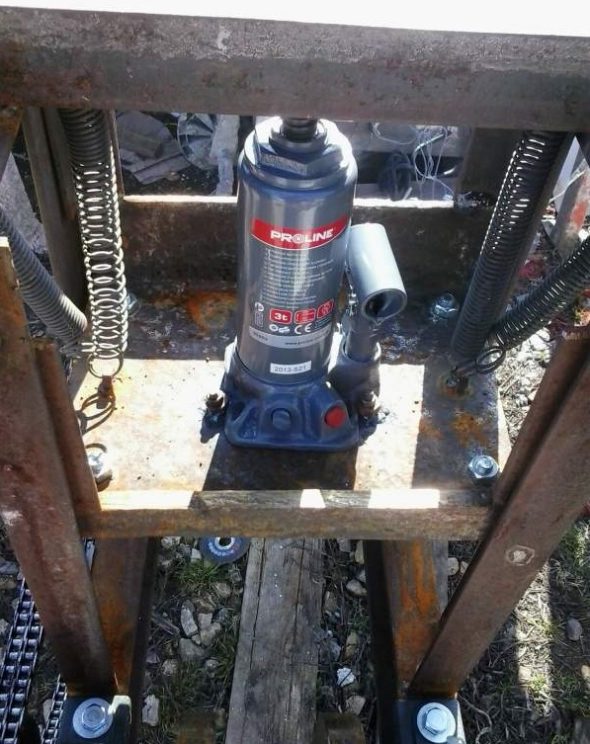
Je možné postavit hydraulický stroj pro bodové ohýbání ze dvou částí kanálu, 4 úhlů a 2 částí prstů z dráhy traktoru. Průhyb trubky poskytuje obvyklou hydraulickou páku (zvedák) se silou nejméně 5 tun. Na něj je upevněna kovová bota. Může být objednán a zakoupen od obraceče nebo ze staré kladky. Šířka „pramene“ by měla odpovídat šířce profilu. Řezání poloviny řemenice a vrtání hrdla do ní pro zvedák, získáme hydromechanický pohon. Základem domácího stroje jsou 4 rohy (police 60-80 mm), které jsou připevněny k plechu. K horním rohům jsou současně přivařeny dva kanály. Do stěn kanálů jsou symetricky vyvrtány otvory pro regulaci úhlu ohybu polotovaru.
Takový stroj se velmi snadno používá. V otvorech v kanálu je umístěn 2 kovové prsty a na ně se zastaví válečky. Zdvihák s botou je zvednut tak, aby profil zapadl mezi něj a dorazy. Po instalaci působí trubky na rukojeť zvedáku a tvoří požadovaný ohyb.

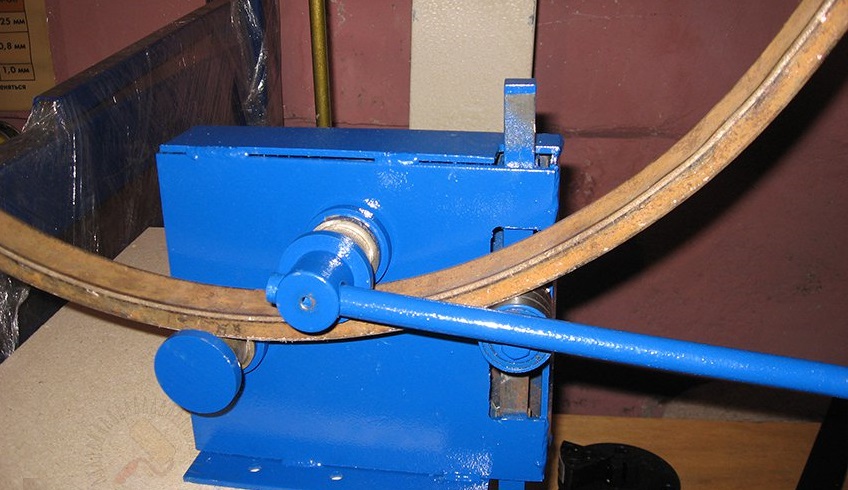
Ohýbačka trubek může být také navržena vlastníma rukama. K jeho vybudování budete potřebovat dva lineární metry kanálu (úroveň stěny 15-20 cm), což bude stojan a základna. Pro válečky můžete použít 6 malých kusů kovové trubky, která bude sloužit jako držák ložisek. Z tohoto důvodu musí vnitřní velikost trubky odpovídat vnější hodnotě ložiska. Poté, co obraceč vyrobí hřídele pro ohýbací válce, pokračujte v montáži lůžka.
V důsledku otáčení rukojeti připojené k hřídeli mezilehlé zarážky se provádí ohýbání profilové trubky. Je možné nastavit poloměr ohybu profilu pomocí naklápění výkyvného kanálu a válečků umístěných podél okrajů. K tomuto účelu nejsou válce navařeny k rámu, ale jsou vyrobeny kluzně. Hydraulický zvedák lze vyměnit za vozidlo.
Pro nejjednodušší stroj bude vyžadovat následující prvky:
- zvedák;
- odolné pružiny;
- ocelové profily pro rámovou montáž;
- válečky (hřídele) - tři kusy;
- hnací řetěz.
Poté zařízení sbírejte. Instalujeme pevný rám, jehož detaily jsou spojeny svařováním nebo šrouby. Podle výkresu nastavte osy otáčení a válečky. Hřídele jsou upevněny tak, že dva vnější hřídele jsou umístěny nad středním, přičemž tvoří oblouk. Vzdálenost mezi válci určuje poloměr ohybu profilové trubky. Pro provoz takového mechanismu se používá řetězový převod, který se skládá ze tří převodů a starého řetězu (náhradní díly z automobilu, motocyklu nebo jiného vybavení). Pro uvedení celého smontovaného systému do činnosti budete potřebovat rukojeť, která se připojí k jednomu z válečků (hřídelí) a vytvoří požadovanou rotační sílu.


Stroj pro ohýbání profilové trubky může být také vytvořen ručně. Pro tento mechanismus se lůžko skládá z kanálu o délce 77 a výšce 10 cm.
Stavbu montujeme dle návodu:
- Z kovového pásu o šířce 5 mm se pro malé hřídele odříznou 4 hlavní stojany a profil se bude pohybovat podél nich. V horním konci je vyříznut otvor pro osu otáčení válců. Velikost regálů - 5 * 10 cm.
- Stojany jsou upevněny na kanále svařovacím strojem o vzdálenosti 30 cm, válečky pro hřídele se nacházejí na trhu stavebních materiálů.
- Potom se deska pod strojem vyřízne z plechu o tloušťce 8 mm. Velikost desky je 25 x 25 cm.
- Na koncích desek jsou umístěny proužky ze dřeva o šířce 10 milimetrů, které jsou připevněny superglue. Že při otočení válec nezaskočil na desku, jsou tyto podpěry nezbytné.


- K instalaci válce budete potřebovat 2 ložiska, v jejichž hloubce se osa hřídele otáčí.Ložiska jsou upevněna šrouby v otvorech vyvrtaných zevnitř nosníků.
- Pak je třeba provést čtyři regály o délce 40 cm pomocí 50. rohu a upevnit je na hranách desky s hlavním hřídelem svařením, upevněním na stanitsa (kanál) stroje. Deska je umístěna ve střední části sloupků, přičemž se udržuje vzdálenost mezi osami válečků, která odpovídá velikosti profilu, se kterým plánujete pracovat.
- Zátky jsou vyříznuty z 8 mm plechu, jejich svařování je připevněno k hornímu fragmentu regálů. Potom je třeba pod krytem stroje, ve kterém je namontován stavěcí šroub, vytvořit desku. Z vnitřku desky je vyvrtán otvor odpovídající průměru použitého šroubu.


- V zástrčkách jsou vyvrtány otvory pro šrouby (průměr 10 mm) a krycí deska je upevněna v regálech.
- Do otvoru se vyřízne závit a do něho se přišroubuje pata, ve které se otáčí upínací šroub.
- K desce je přivařen 15 mm roh, který je vnějším šroubovým dorazem. V rohu pod šroubem je vyvrtaný otvor, synchronní osa paty. V otvoru je vyříznut správný závit.
- Zůstane připevnit rukojeť hlavního hřídele a upevnit ji k ose válce. Rukojeť může být vyrobena z ventilu z uzávěrů nebo z výztuže požadované délky.


Montážní technika
Pro ochranu montované konstrukce před vlhkostí je potažena speciálním roztokem, který chrání před korozí a následně je natírá. V hydraulických strojích je možné provádět ohýbání tvarované trubky z různých materiálů a silnostěnných výrobků. Proveďte podobný postup, případně studený a horký (předehřátí potrubí). Účelem horké metody - trubka je zahřívána vně nebo horký vzduch prochází do potrubí, což zvyšuje jeho plasticitu, resp. Studená - tato metoda je jednoduchá, používá se pro plastové trubky.
Před ohýbáním jsou taková potrubí naplněna solí, olejem, pískem, vodou, což umožňuje vyrábět nejkvalitnější ohyby bez výrazného poškození potrubí.

Užitečné tipy
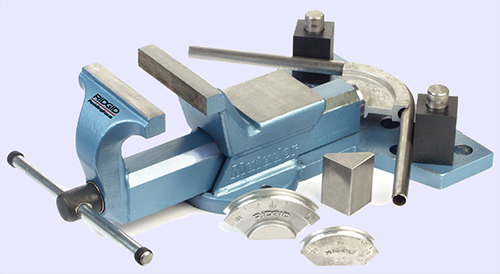
- Odnímatelné válce různých typů poskytují možnost pracovat jak s tvarovanou trubkou, tak s kulatou.
- K ohybu mechanismus byl nejvíce multifunkční, tahové válce, je žádoucí, aby se pohyb. Díky tomu je možné změnit poloměr zlomu potrubí
- Pokud se ohýbání provádí pomocí šablony, pak, aby trubka těsně přilnula ke vzorku, je možné použít zarážky pro železné háčky.
- Pokud musí být profilová trubka ohnuta pod největším poloměrem, je správnější použít tříválcový ohýbač trubek.
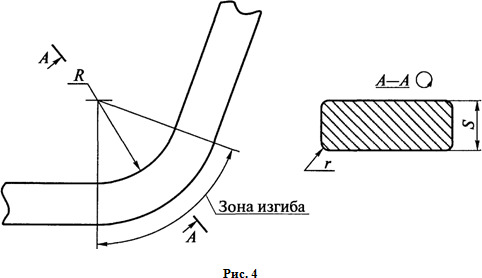
- Je třeba mít na paměti, že v místě ohybu profil ztrácí svou pevnost. Z tohoto důvodu, pokud jsou použity úhly blíže 90 stupňům, je nejlepší řezat trubku a při svařování dát jí požadovaný úhel ohybu.


- Ke každému výrobnímu stroji je připojen podrobný návod k obsluze, ve kterém jsou uvedeny všechny charakteristiky a technické údaje přístroje. Aby stroj pracoval dlouho a bez poruch, je nutné se před zahájením prací seznámit s pokyny.
- Nezapomeňte na osobní ochranné prostředky. Při práci s bruskou musíte použít brýle nebo ochranný štít a svařený obal provést ve speciálním oblečení, rukavicích a svařovací masce.
V dalším videu naleznete kompletní návod k montáži ohýbačky trubek doma.



















