Specifikace a metody montáže profilových trubek

Moderní stavební materiál je profilové potrubí nabízené hutním průmyslem. Výroba dopravních profilů profilových trubek byla zahájena v polovině minulého století, ale teprve nyní se použití těchto materiálů stalo důležitým pro stavební práce.


Vlastnosti
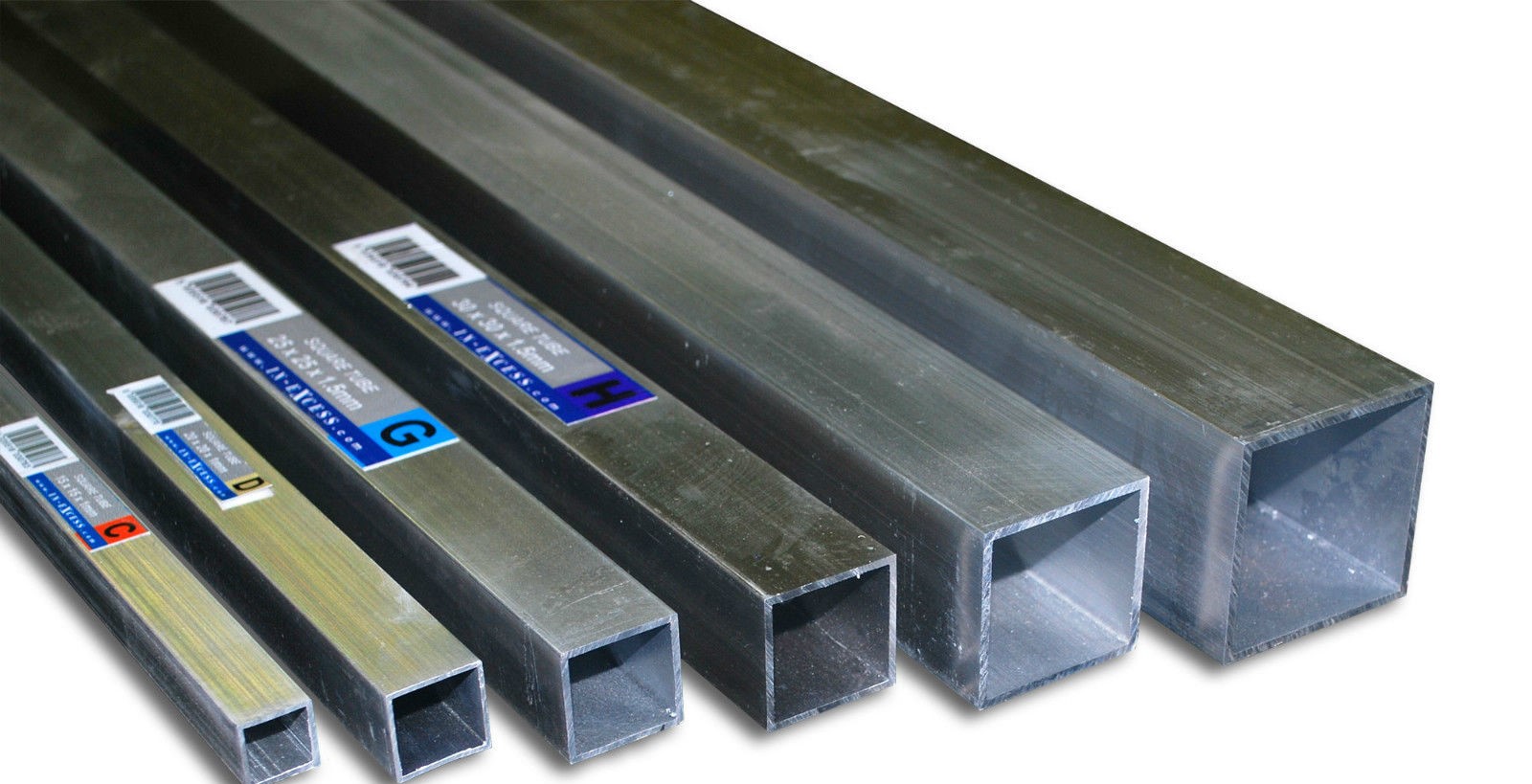
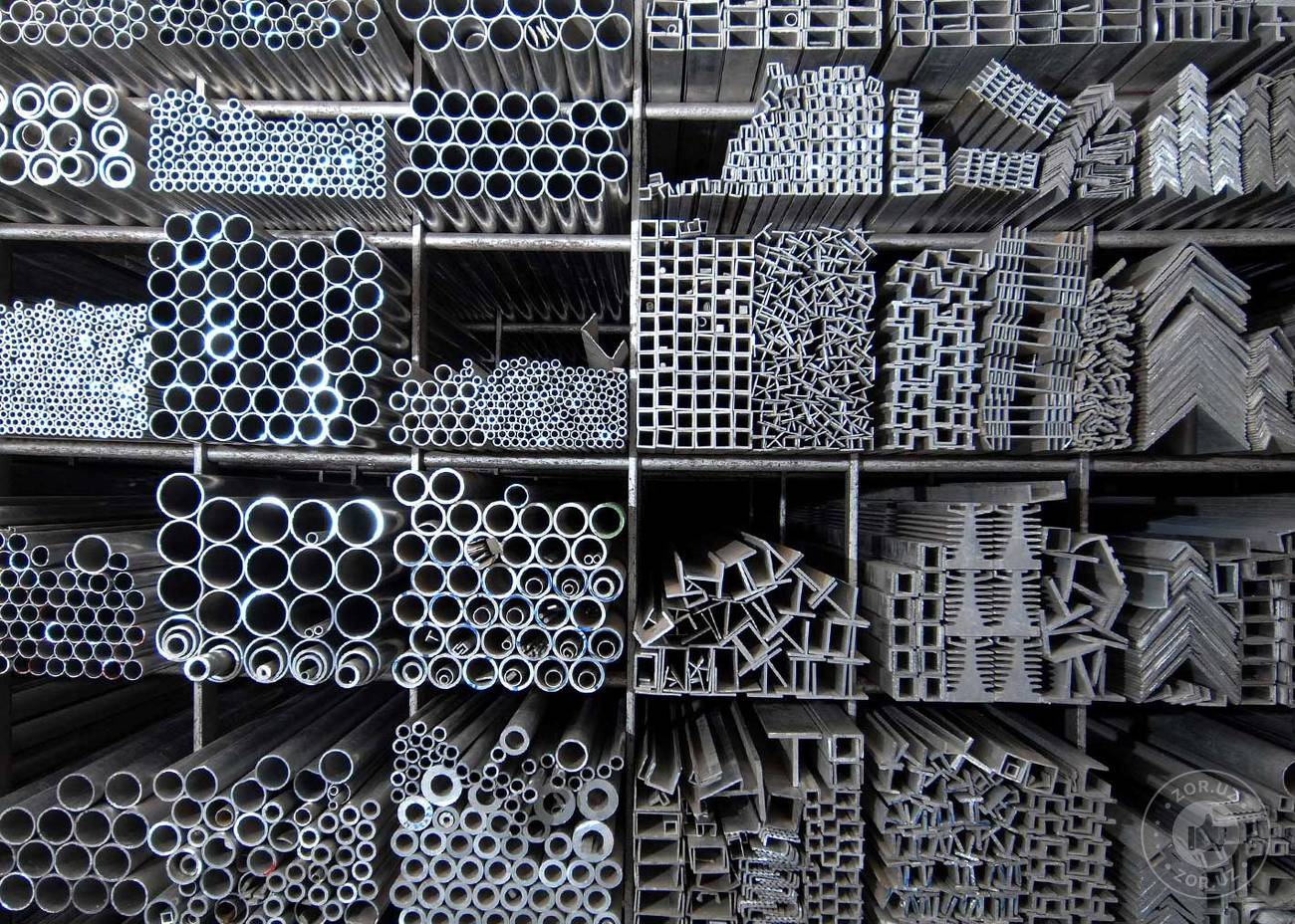
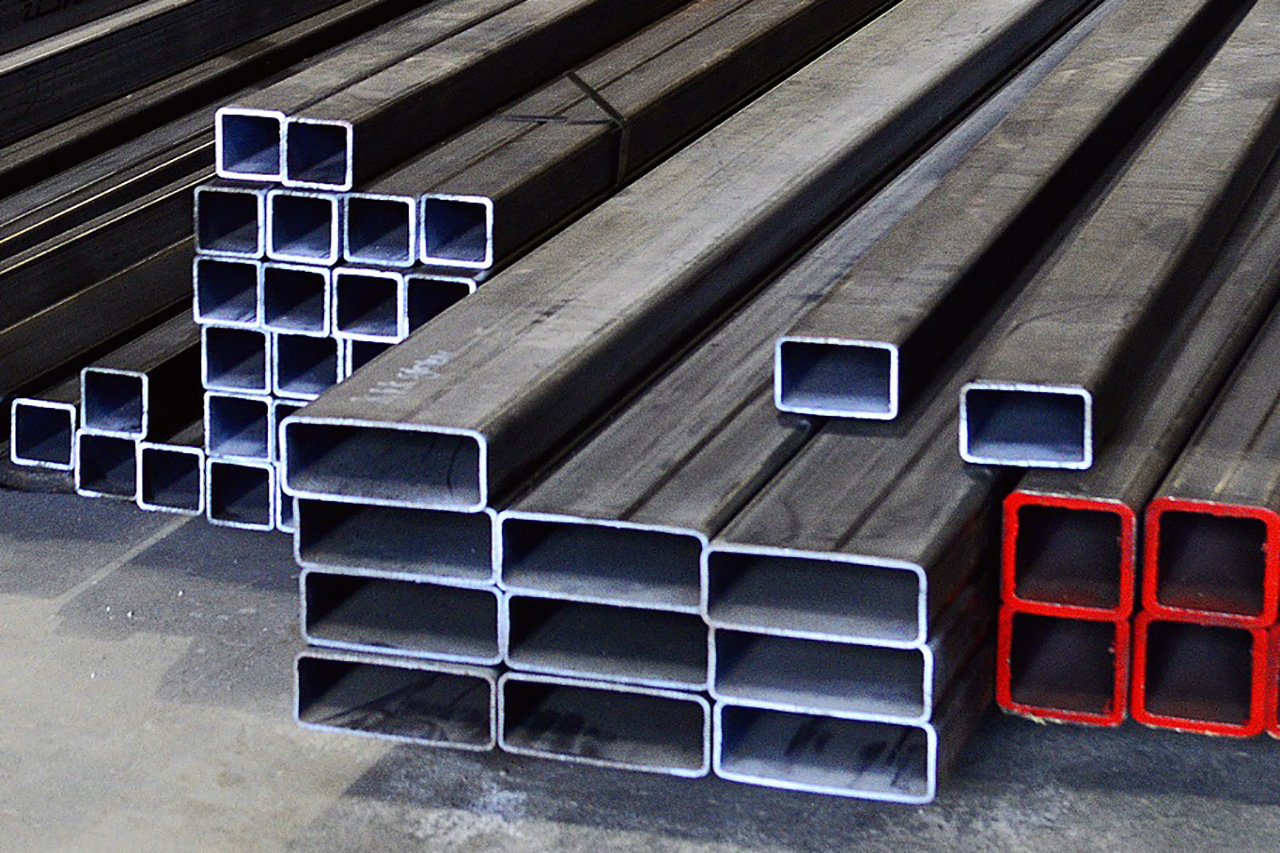
Prázdné tyčové trubky mohou mít různé sekce, například čtvercové a dokonce oválné. Jsou vyrobeny z různých materiálů.
Může to být:
- nerezová ocel;
- uhlíková ocel;
- nízkolegovaná ocel;
- plast.
Co se týče způsobu výroby takových trubek, spočívá v tom, že se mění kruhové profily na požadovaný tvar: čtvercový, oválný nebo obdélníkový. Při výrobě použitého pásu, který je druhem kovu, nebo materiálu, který bude později použit pro výrobu. Potrubí, které je již v hotovém stavu pomocí specializovaného vybavení, tak získá potřebný tvar průřezu.
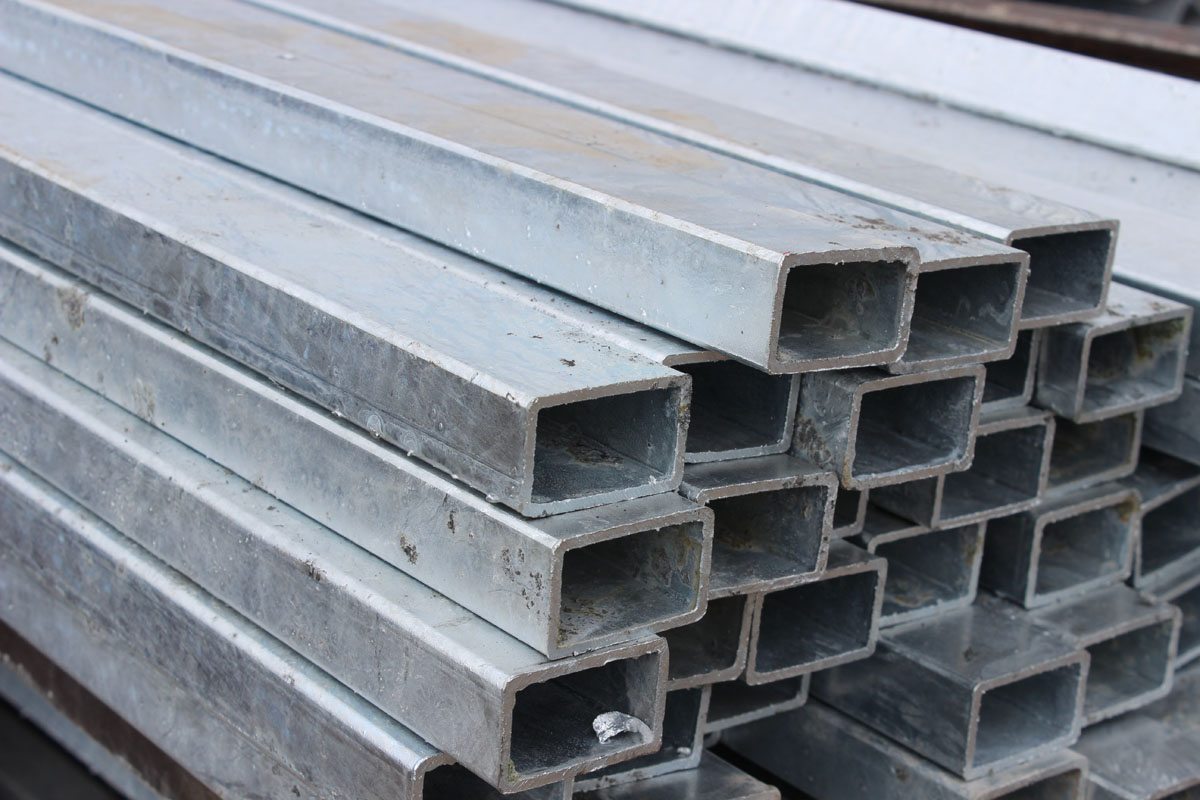

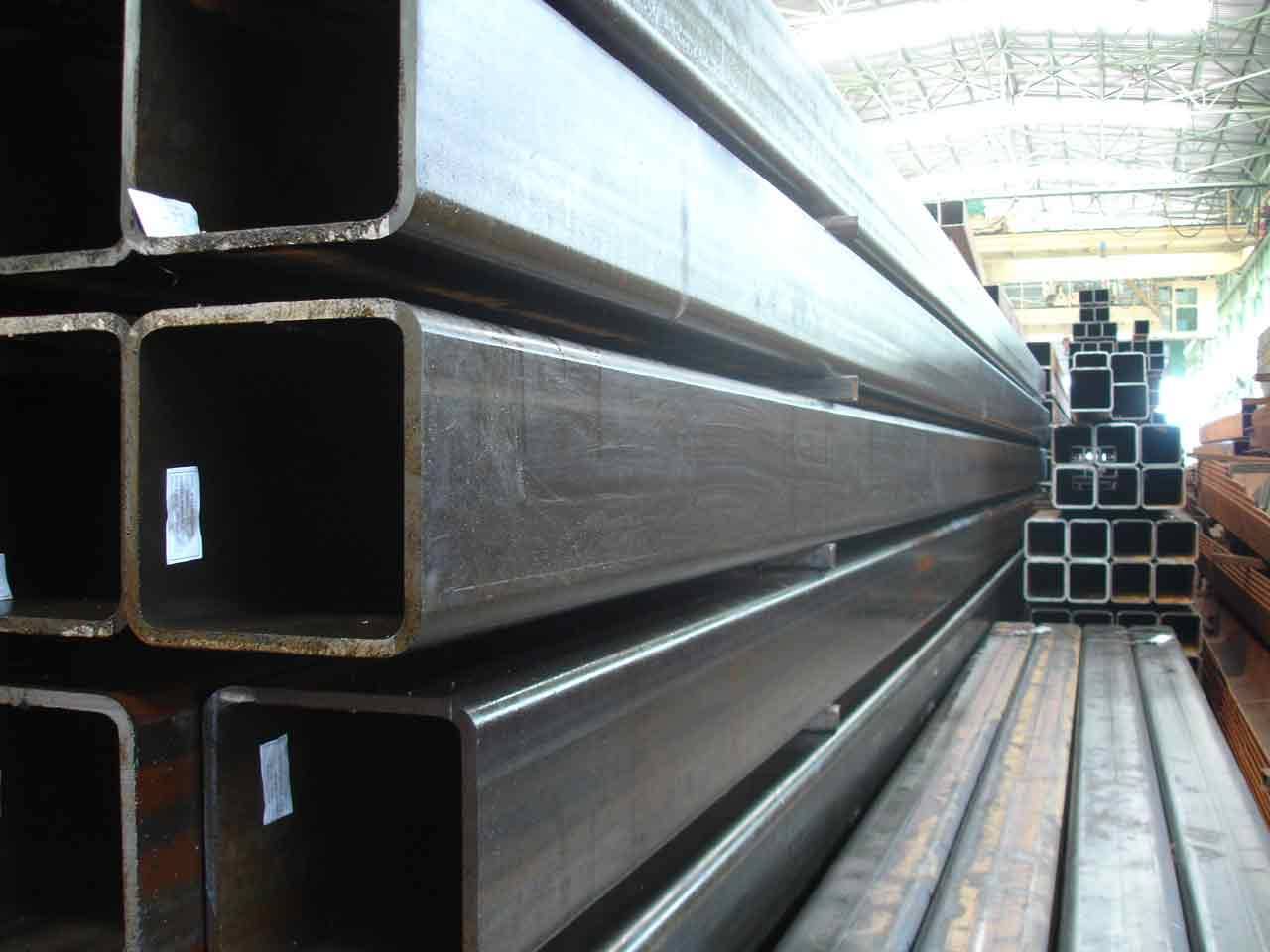
Profilovaná trubka může být hliníková, kovová, pozinkovaná. Kromě toho se liší vzhledem - může být navenek čtvercový, obdélníkový, včetně silnostěnných a tenkostěnných. Zobrazení profilu má různou sekci. Minimální průřez profilové trubky je 1 x 1 cm, ale maximální velikost sekce může dosáhnout 50x40 cm, pokud jde o tloušťku tohoto výrobku, může být od 1 mm do 2,2 cm, které jsou schopny odolat maximálnímu zatížení, protože rovný povrch je rovnoměrný. distribuuje do segmentu. Hmotnost takového výrobku je malá vzhledem k tomu, že trubka uprostřed je prázdná. Takto vyrobená konstrukce je tedy podstatně lehčí.

Používají se profilové trubky:
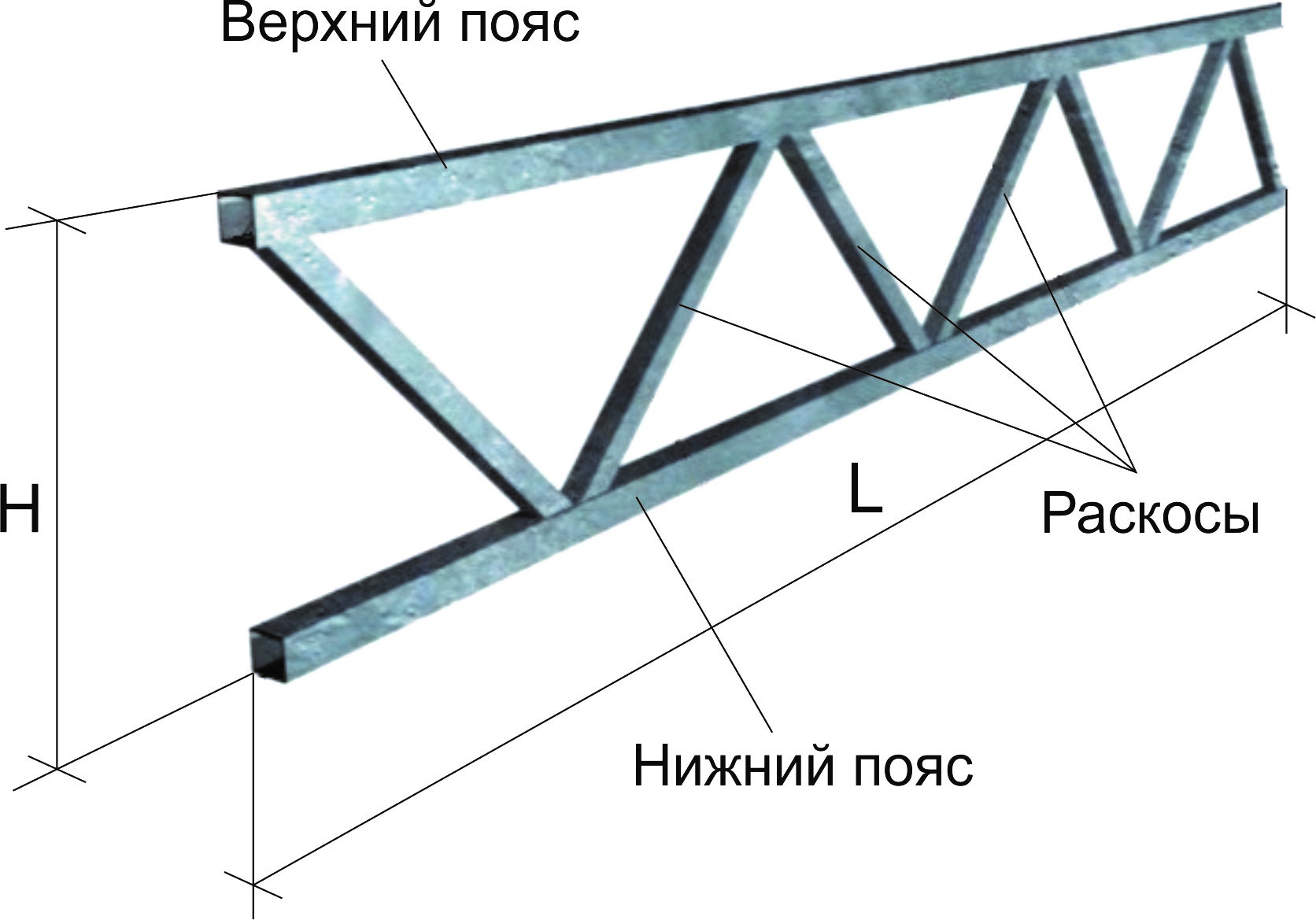
- organizovat rámec pro budoucí výstavbu;
- pro uspořádání nástupišť a velkých stadionů;
- pro výstavbu a rekonstrukci oblouků a mostů;
- pro výstavbu rozpětí na zemědělských pozemcích;
- jako základ billboardů;
- pro stavbu podkroví nebo budov nízkého typu;
- pro výstavbu příček nebo prostor pro průmyslové využití.



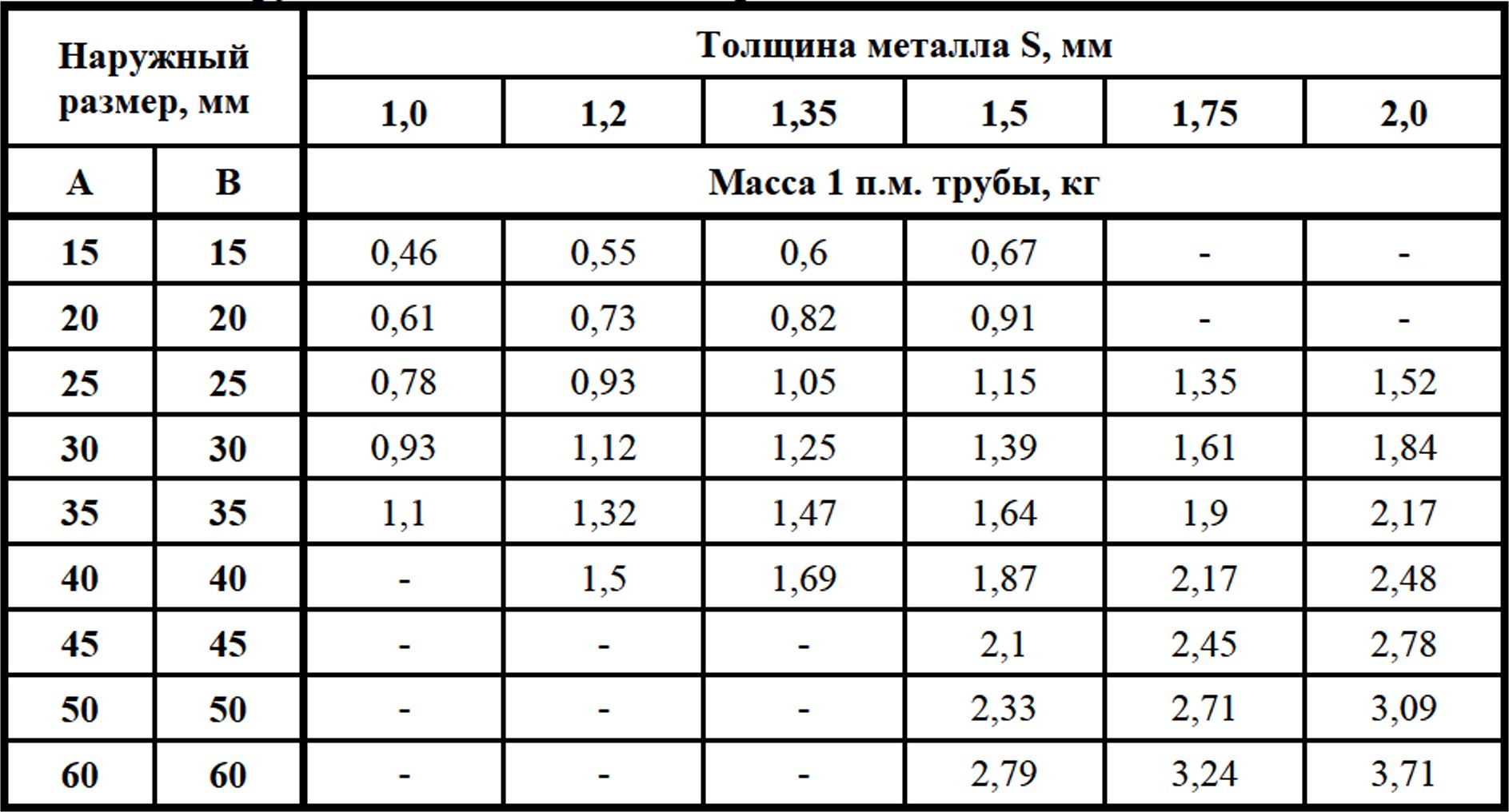
Velmi důležité pro práci s hmotou materiálu. Abychom pochopili, kolik trubka váží a zda je vhodná pro požadovanou práci, pomůže vám stůl, který výrobce připevní ke každé značce potrubí. Na základě jejích údajů budete schopni určit, zda se bude moci ohnout doma. Je třeba poznamenat, že tento materiál je v některých stavebních dílech a konstrukcích základní. Lze jej použít k uspořádání rámce překrytí budovy skladu. Tak získáte spolehlivý a poměrně cenově dostupný design.
Pokud je lešení navrženo z profilových trubek, pak se můžete snadno dostat na fasádu jakékoli budovy pro opravy nebo obkladačské práce.


Vzhledem k tomu, že trubky tohoto typu jsou snadno připojitelné v krátkém čase, s jejich použitím můžete instalovat věžový jeřáb a nebudete muset používat těžké stroje.
Co se týče vlastností tohoto materiálu, mezi nimi jsou:
- použití těchto trubek je ekonomickou možností, protože výstavba velkých budov vyžaduje málo materiálu;
- rychlost instalace a její lehkost jsou významnou výhodou, která vám umožní postavit objemnou budovu v krátkém čase;
- při výrobě trubek profilového typu aplikujte antikorozní úpravu, která je plně vhodná pro hygienické a hygienické normy;
- Dalším znakem profilů profilové trubky je výměna jedné z celých konstrukcí, protože v takovýchto pracích není nutné ji rozebírat na poškozený úsek a stačí odstranit staré potrubí a namontovat nový na stejné místo;



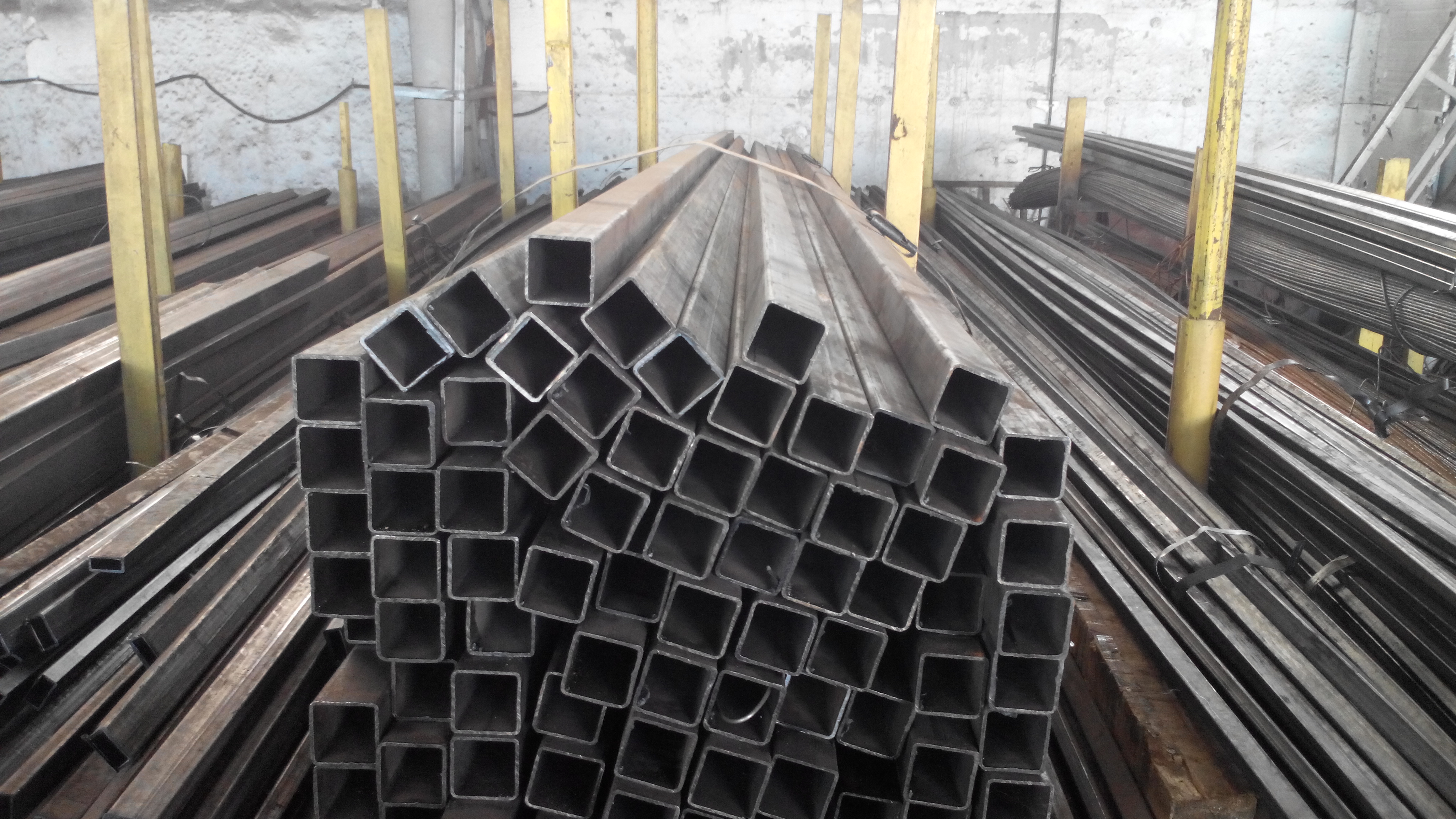
- snadnost přepravy je odůvodněna skutečností, že trubky mají čtvercový nebo obdélníkový tvar a jsou tak bezpečně upevněny v jedné poloze;
- takové trubky jsou odolné vůči vysokému zatížení a ohýbání;
- jejich použití umožňuje navrhovat struktury jakéhokoliv typu složitosti.



Vzhledem k tomu, že trubky typu profilu mají takové vlastnosti, které významně převyšují možnosti kruhového průřezu, získaly popularitu a staly se důležitými pro použití v různých oblastech. Mnozí však považují za nevýhodu vysoké náklady na takový výrobek a nízkou úroveň odolnosti proti korozi.
Druhy
Je obtížnější udělat proftruby, než možnosti s kruhovým průřezem. Výrobní proces v tomto případě probíhá v několika etapách. V první etapě zařízení zakoupí polotovar, a to kovové pásky s tloušťkou, která bude tloušťkou stěn hotové profilové trubky. Pak se páska odvíjí, vytváří podélné řezy, narovnává, odřezává konce proužků, provádí svařovací práce a umístí ji na skladovací zařízení. Na tomto zařízení se vyrábí trubka s kruhovým průřezem, poté se instaluje do lisovacího stroje. Tento stroj provádí předběžné svařování potrubních úseků a spouští zařízení, které provádí zpracování teploty, a tvoří profilový úsek kruhové trubky.
Po dokončení výroby je výrobek zkontrolován na shodu s normami GOST. Pro tuto zkoušku se provede detekce defektů, výrobek se vizuálně zkontroluje a rozměry se zkontrolují. V konečné fázi jsou vyráběné trubky rozřezány na určité kusy a zabaleny.
Výrobní proces se může lišit, protože trubky mohou být bezešvé, válcované za tepla a válcovány za studena. Kromě toho může být i technologie pro vytváření materiálů s profilem odlišná.
Typy trubek:
- Bezešvé horké. Tato volba má vysokou pevnost, odolnost proti korozi.
- Profil válcovaný za studena. Navržen tak, aby vydržel velký a pravidelný tlak. Kromě toho má takový výrobek vynikající indikátor hustoty.
- Svařovaná sekce profilu. Tento typ má dobrý indikátor hustoty a je určen pro dlouhodobý provoz.
Pokud budeme hovořit o použití takových trubek, pak ty, které patří do standardní odrůdy mohou být použity k vedení potrubí, táhnout kabel zařízení, vytvořit lešení, a také jako plot pro určitou sekci. Trubky trupu se používají k výstavbě potrubí, kde jsou možné poklesy tlaku. Existují také tepelně odolné odrůdy, které se používají v průmyslovém a potravinářském průmyslu, a speciální trubky typu profilu, které se používají při výrobě dílů pro automobily. Pokud jde o trubky, které se používají při stavbě budov, jedná se o konstrukční profily. S jejich pomocí při výstavbě je třeba používat jeřáby a další těžká zařízení pro stavbu mrakodrapů zmizí.



Samostatně by měl brát v úvahu tvar trubky. Jsou vyrobeny v oválném, pravoúhlém, čtvercovém a plochém řezu. Kromě toho se liší materiálem. Může to být kov nebo plast. Kov je nejžádanější materiál, protože je odolný. Pokud jde o plasty, jeho stabilita je nižší, ale cena je přijatelnější.
Výrobní fáze
Proces výroby potrubí se skládá z několika fází:
- zpracování výsledného pásu;
- výroba s kruhovým průřezem;
- změna z kulatého do tvaru;
- provádění tepelného zpracování a řezání na požadované rozměry;
- kontrolovat shodu s GOST.

Materiál pro výrobu profilové trubky se dodává do závodu ve formě kovových válců. Tyto role jsou odvíjeny a řezány do řezacího stroje. Po vyříznutí role na požadovanou šířku jsou proužky navařeny do jednoho a navinuty na buben. To je nutné, aby frézovací stroj nezastavil funkci. Vyhněte se tak narušení výroby.


Potom se předvalek přivádí z bubnu do tvářecího stroje, který vyrábí sochoru trubky s kruhovým průřezem. V této fázi se získá trubka, která není uzavřena švem. Ve fázi výroby polotovaru dochází k tepelnému zpracování kovu. Po zpracování se obrobek instaluje na mlýnek pro svařování, které svařuje potrubí. Svařování se provádí v peci, tj. Za použití ochranného plynu nebo pomocí vysokofrekvenčního proudu. Pokud jde o šev, může být rovný nebo spirálový. Aby svařovací šev byl spolehlivý a trvanlivý, stroj rozšíří hrany švu. Tímto způsobem se získá otřep - přebytečné kapky roztaveného kovu se vtlačují do povrchu profilované trubky, extra otřep se odstraní pomocí frézy a na konci tohoto stupně se trubka ochladí emulzní směsí.

V dalším kroku je požadovaný průřez profilované trubky vytvořen z kruhového úseku trubky. Tento postup probíhá v jedné nebo ve dvou různých verzích. Například, pokud je třeba vytvořit trubku s oválným nebo plochým průřezem, pak musí být obrobek veden válci kalibračního typu. Jsou určeny k vyrovnání obrobku po celé délce. Pokud existuje potřeba čtvercového, obdélníkového nebo jakéhokoliv jiného úseku, pak se k předchozímu kroku přidá další krok - přeskočení obrobku přes profilovací stroj. Je již v automatickém režimu, který tvoří sekci vytvořenou na ovládacím prvku.
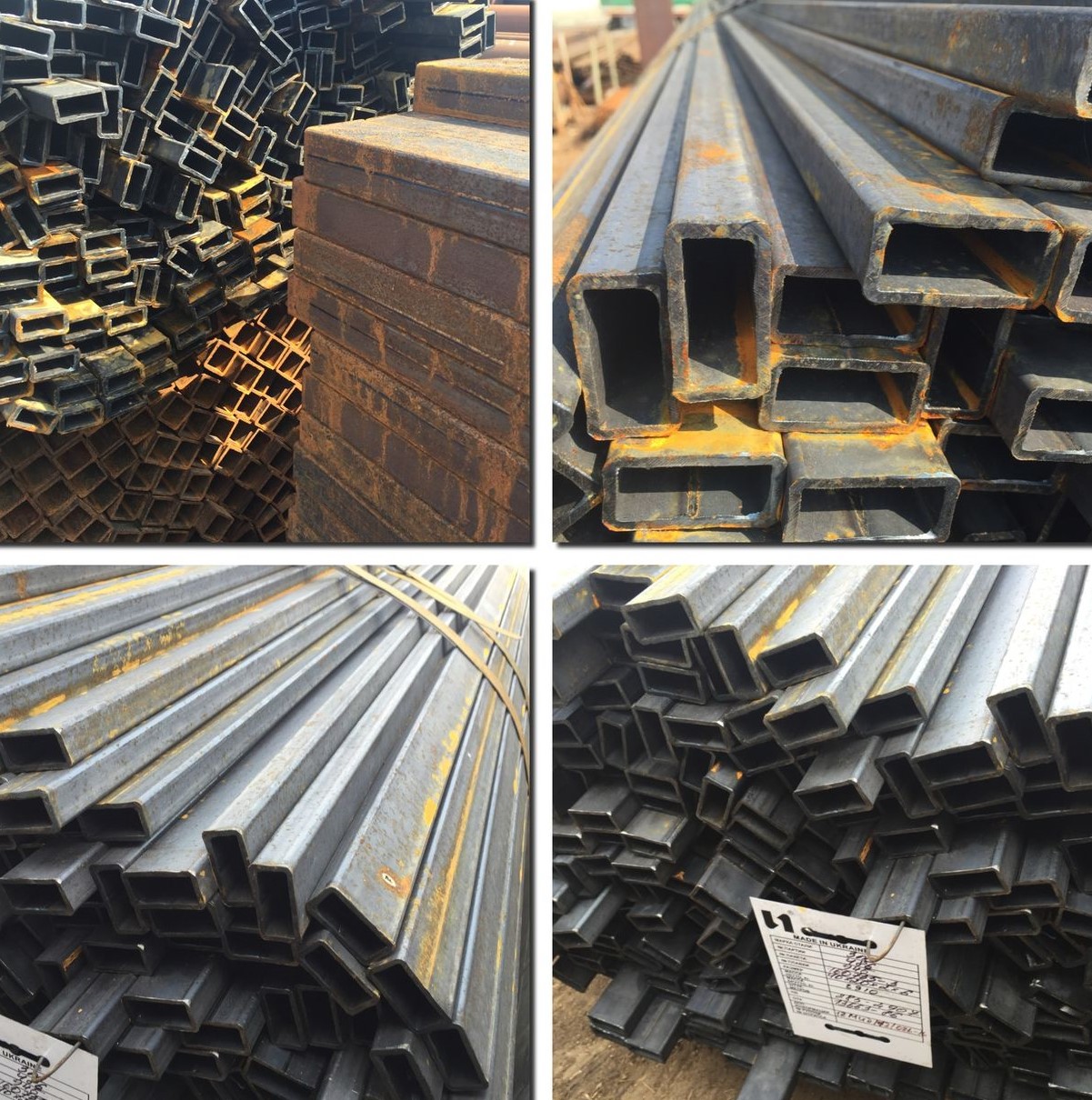
Na konci výroby je výsledná trubka rozřezána na segmenty stejné délky, je provedena studie, která vyhovuje normám, a pokud vše zapadá, je zabaleno a odesláno adresátovi.

Aby bylo potrubí dodatečně chráněno, proveďte galvanizaci za studena nebo za tepla. Pokud se provádí žárové zinkování, pak se potrubí vyčistí a ponoří do lázně s vroucím zinkem, a pokud se použije studená metoda, nanese se na povrch výrobku vrstva prášku nebo polymerní barvy.
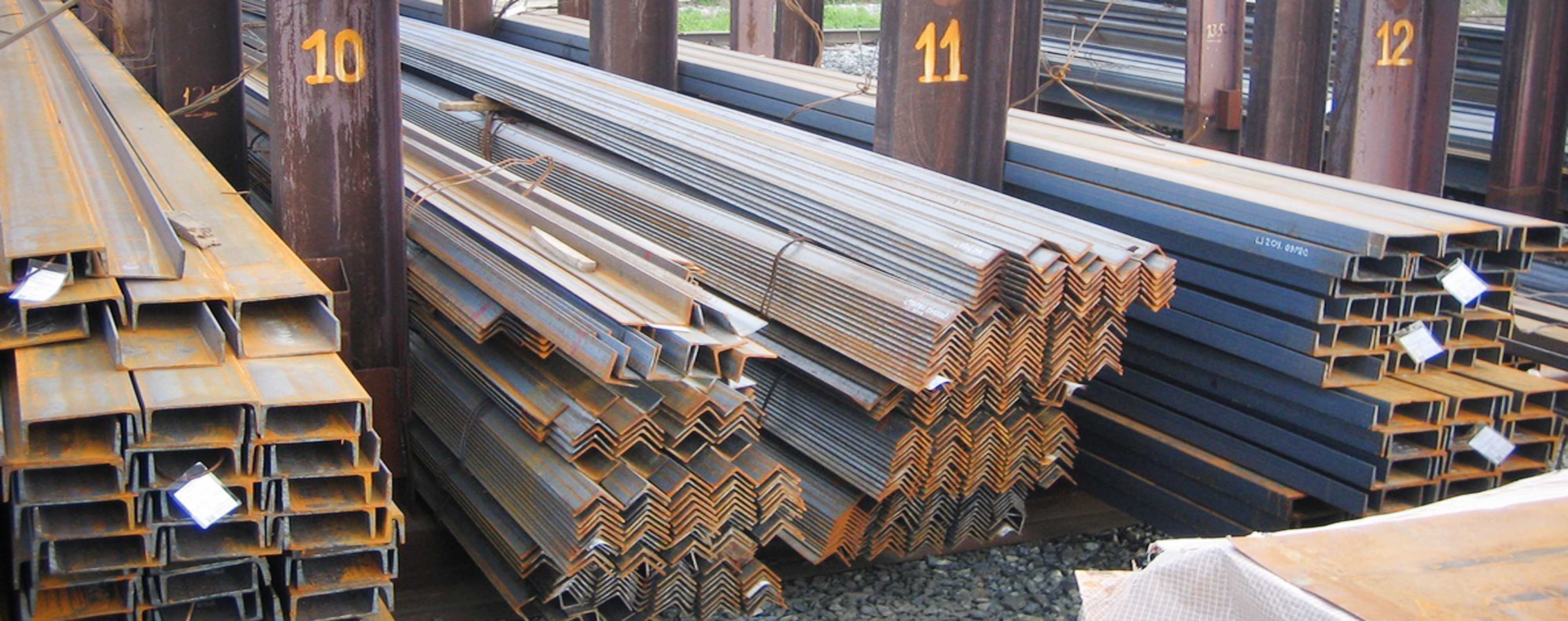
Rozměry
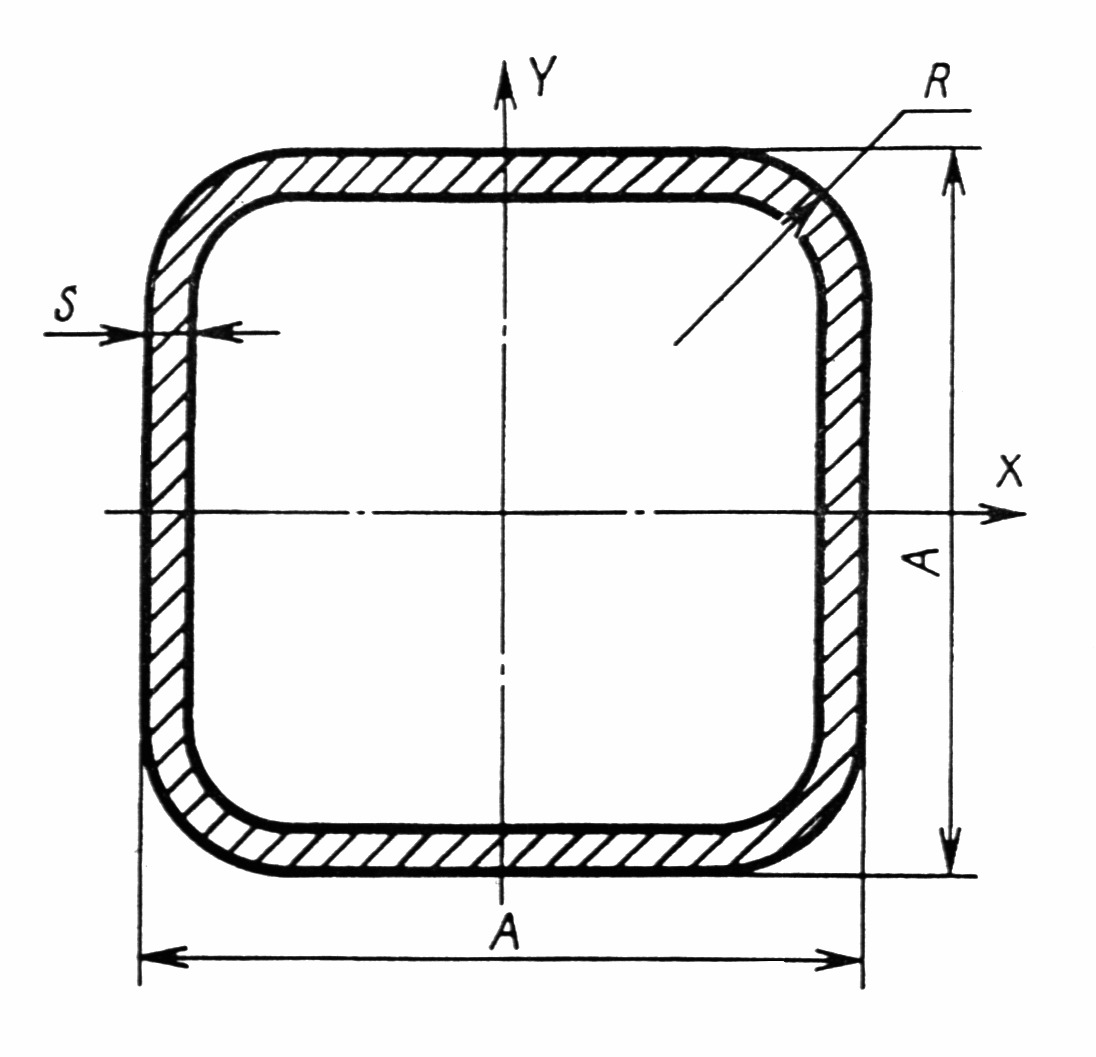
Podle norem jsou rozměry trubek různých sekcí počítány na základě surovin použitých pro jejich výrobu. Takový kov má hustotu 7,85 gramů na čtvereční centimetr. Pro trubky s profilovou sekcí existují určitá kritéria, která jsou uvedena v GOST 8645-68.
Požadavky na produkt jsou následující:
- vnější stěna má délku od 1,5 do 18 cm;
- vnější šířka může být od 1 do 15 cm;
- tloušťka stěny může být také od 1 mm do 1,2 cm;
- sekce může být nejrozmanitější;
- hmotnost se počítá v metrech, například jeden metr může být 300 gramů a 55 kilogramů, vše závisí na úseku potrubí.

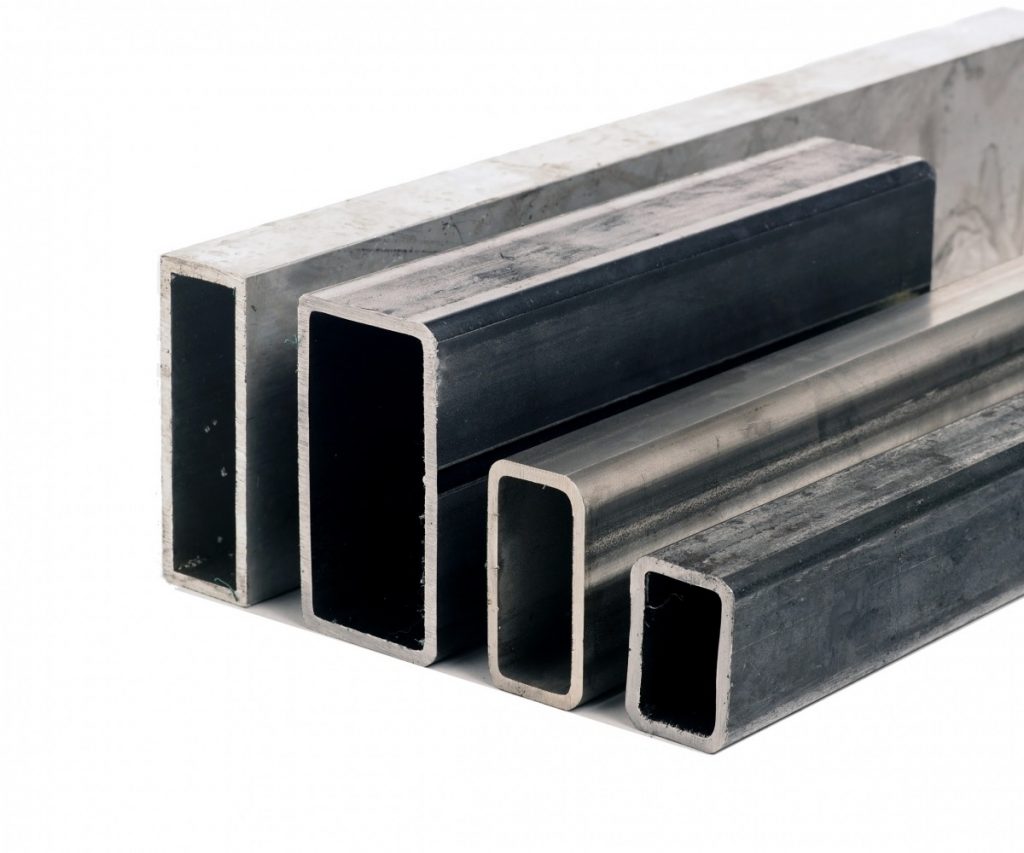
Profilovou trubku s čtvercovým průřezem lze tedy vyrobit podle GOST, což umožňuje výrobu trubek s vnějšími žebry od 1 do 18 cm v délce a tloušťce stěny od 1 do 6 mm. V tomto případě se plocha průřezu může pohybovat od 0,343 cm2 do 90 cm2. Hmotnost může být od 269 gramů na 1 metr a do 70 kg na 1 metr.
Pokud je provedena konstrukce s oválným průřezem, pak je při výrobě takových výrobků dovoleno používat větší a menší velikosti. Stejně jako u velkých velikostí může být jejich průměr od 6 mm do 9 cm a menší průměr od 3 mm do 50 mm.Tloušťka stěn může být od 0,5 do 2,5 mm. Také s touto výrobou je povolen vnější průměr 5 mm a až 11 cm Pokud byla trubka vyrobena podle těchto parametrů, pak hmotnost jednoho metru výrobku může dosáhnout 4 kg.
GOST specifikuje rozměry a další parametry trubek, které spotřebitelé nejvíce potřebují. Při výrobě takových trubek pro jednoho zákazníka s velkým počtem výrobků lze diskutovat o samostatném ustanovení v GOST.
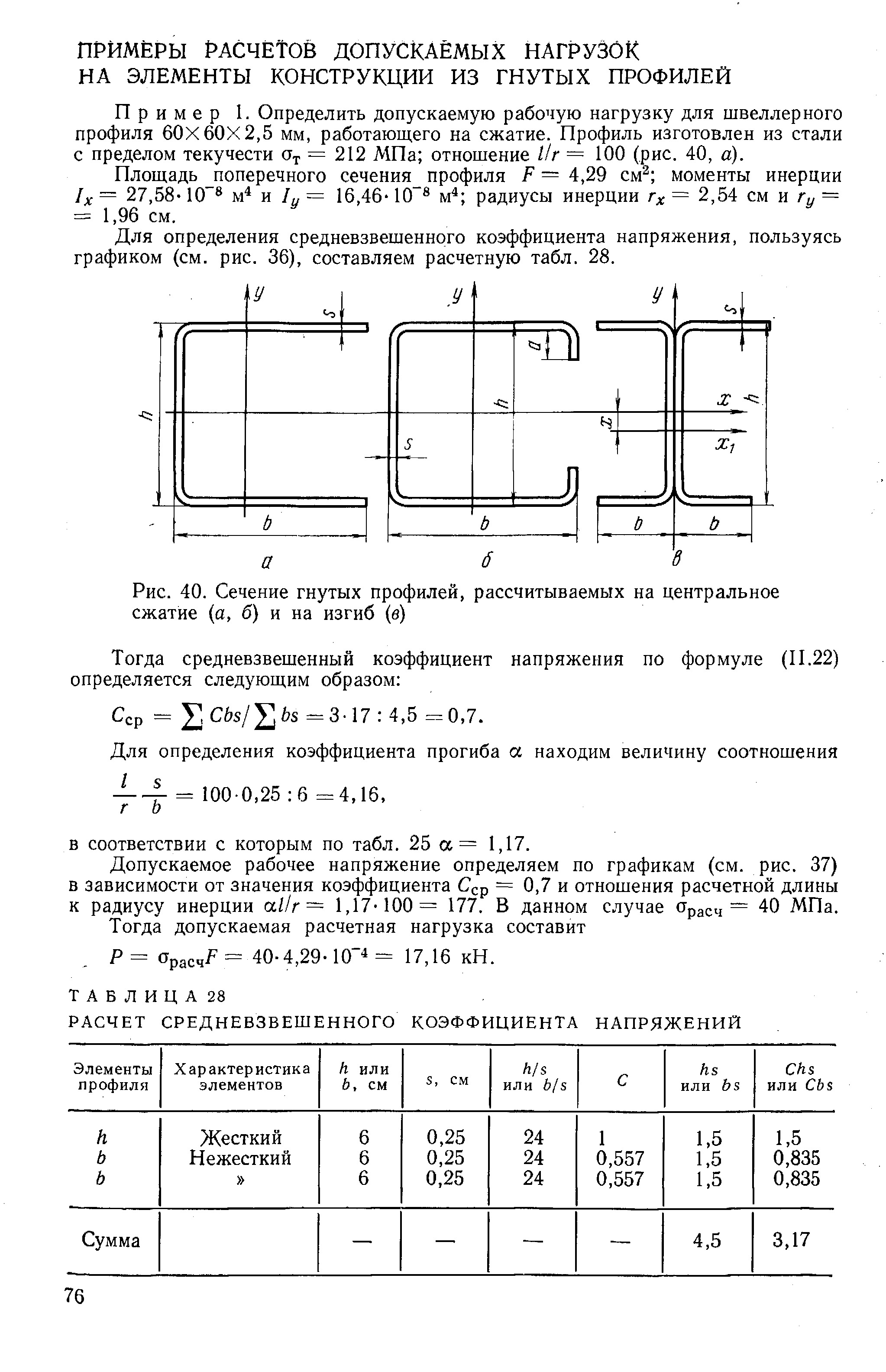
Výpočet zatížení
Při výběru profilových trubek by měl kupující vědět, jak důležité je vypočítat parametry a zatížení nosných konstrukcí. Ale ne každý ví, jak správně provádět takové výpočty a nakupovat potrubí takového průřezu, aby zatížení bylo vhodné pro budoucí výstavbu. Pokud jsou zábradlí, ploty nebo skleníky konstruovány z trubek, je možné provést bez výpočtu, ale pokud bude z těchto trubek sestrojena střecha, střecha, hledí atd., Je nutné provést přesné výpočty.
Jakýkoliv materiál má vlastnosti, aby vydržel určité zatížení. V tomto případě žádná výjimka a ocel, ze které jsou trubky zhotoveny s profilovým profilem. Pokud bude struktura ovlivněna správným zatížením, pak ji bude schopna odolat, ale bohužel se ohne. Po vyjmutí závaží z konstrukce se však vrátí do původní polohy. A pokud překročíte přípustné zatížení, pak se ohne a po odstranění závaží zůstane v ohnutém stavu.

Při výpočtu zátěže je třeba vzít v úvahu následující parametry:
- rozměry potrubí a typ průřezu;
- konstrukční parametry napětí;
- kvalita zdrojového kódu, ze kterého bude trubka vyrobena;
- typy možných zátěží, které musí odolávat konstrukce potrubí.

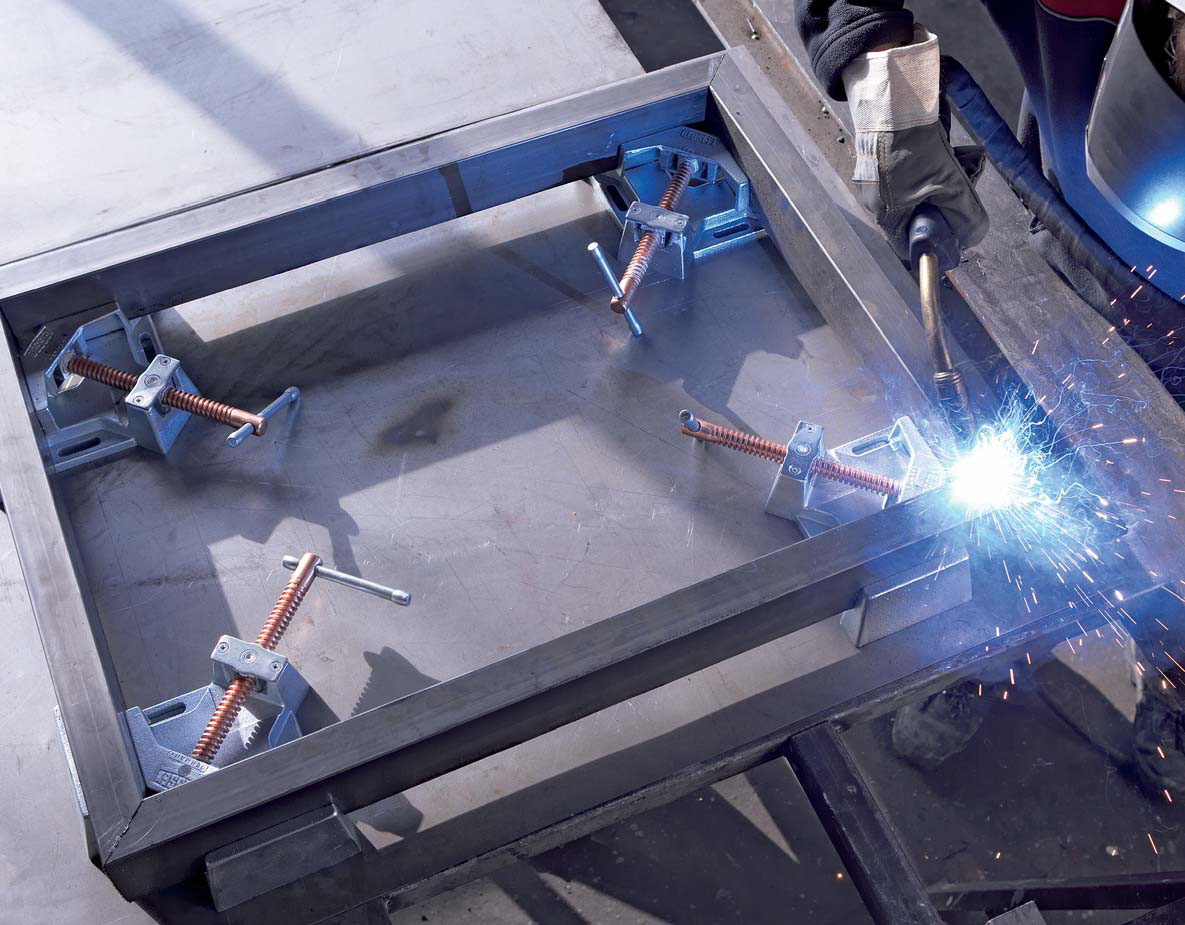
Shromáždění
Trubky typu profilu jsou vytvořeny podle norem stanovených GOST. Dává možnost použít materiál jako základ nosných konstrukcí. Aby byla konstrukce v krátké době postavena, vyvinuli specialisté speciální spojovací materiál. Může to být svorky a různé desky a svorky. V moderní konstrukci jsou nejčastěji používány krabí přílohy. Mohou kombinovat několik materiálů. Mohou být ve tvaru X, G a T. Vyrobte takové upevňovací prvky z pozinkované oceli. Hlavní výhoda takového upevňovacího systému se skládá ze dvou součástí, které umožňují kompletně obalit výrobky a bezpečně je upevnit.
Použijte také systém svorek a armatur, s nimiž lze připojit potrubí. Konektory jsou příčné, trojité a úhlové. Kříž a odpaliště mohou spojovat několik trubek a pomocí rohu můžete ohnout strukturu.

Pokud existuje několik typů spojovacích prostředků, nemůžete použít svařování, což je velmi výhodné při navrhování malých konstrukcí, například stanů a podobných drobných předmětů.
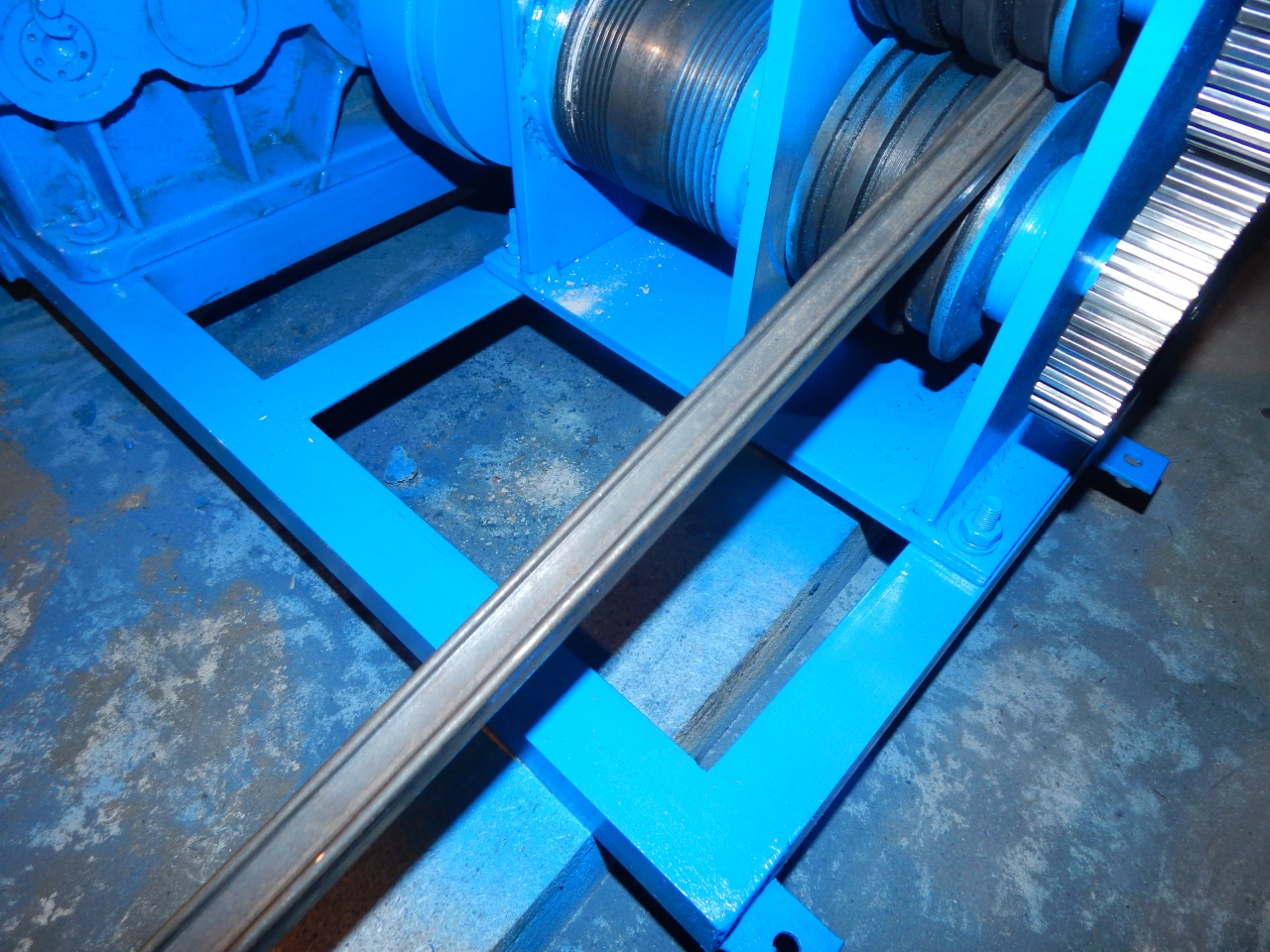
Tipy
Chcete-li trubky, které jsou popsány v tomto článku, použijte speciální válce. Mohou mít velkou sílu, pomocí které jsou trubky pod zavedeným úsekem deformovány. Pokud si sami přejete, aby se potrubí tohoto typu, který nebude nést velké zatížení, například pro výrobu nábytku nebo skleníků, pak stačí koupit malý stroj, který může kovový profil. A pokud je nutné vyrábět profilové trubky, které vydrží určité zátěže, to znamená, že budou použity pro konstrukci nosných konstrukcí, pak již existuje potřeba nakupovat hotové prvky, které jsou vyráběny speciální technologií a za výrobních podmínek.


Výroba v továrně probíhá podle následujících kroků:
- Rostlina přijímá velké přadénka z cívkového železa, které jsou rozřezány na pásy odpovídající části vyráběného potrubí;
- pak, za použití svařovacího stroje, jsou všechny pásy spojeny do jednoho dlouhého pásu, který je navinut na bubnu;
- pak vložte tuto pásku do stroje, který tvoří pás v trubce s kruhovým průřezem;
- poté se polotovary přivaří do jedné celé kulaté trubky;
- poté jsou svařované prvky chlazeny a zpracovány;
- po zpracování jsou trubky umístěny ve stroji, který již tvoří kruhovou část se zavedeným průřezem, tj. v trubce se čtvercovým, obdélníkovým nebo oválným průřezem.
Odborníci doporučují použití 4 válců při výrobě čtvercové trubky a stroj s 2 válci při výrobě trubek oválného průřezu.

Také, po výrobě trubek, musí být testovány na shodu s normami GOST.
Chcete-li to provést, použijte tyto metody řízení:
- Metoda detekce víru, která odhaluje magnetickou a elektrickou spolehlivost.
- Vizuální kontrola odhalí možnou přítomnost závad, rýh, nepravidelností a podobných kritérií, která předchozí etapa inspekce neodhalí.

Po dokončení zkoušky se struktura ohřeje a ochladí. Produkt tak podléhá tepelnému zpracování. Je-li prováděna vlastní výroba, je lepší provádět vysokoteplotní zpracování za použití lampy typu hořáku. Je však lepší, aby se taková trubka neudělala sama, protože vyžaduje přítomnost 4 válců, stejně jako specializovaný stroj, který pracuje s vysokou hladinou hluku, což je pro životní podmínky nepřijatelné.
Pokud je trubka vyrobena s čtvercovým průřezem, musí výrobek plně vyhovovat normám GOST 8639-82. Pokud má obdélníkový průřez, pak je třeba dodržovat normy GOST 8645-68, a pokud má trubka oválný průřez, musí být v souladu s GOST 8642-68. Ale po výrobě by měl být testován, protože tímto způsobem si můžete být jisti kvalitou výrobku.

Státní normy umožnily existenci takových vad:
- na horní straně hotového materiálu mohou být malé škrábance, promáčknutí, otřepy a stopy po čištění šrotu;
- V souladu s normami je na svaru dovoleno malé mechanické poškození, tenká vrstva vodního kamene, zbytky kovových skvrn a stop po odstranění vad.
Po výrobě a kontrole se konce upraví na jednu velikost, oříznutí se provádí přesně pod úhlem 90 stupňů.
V případě, že tyto části budou použity jako materiál pro pohyb kapalin pod tlakem, pak je nutné odebírat prvky, které jsou schopny odolat možným poklesům tlaku. Takové kritérium lze vypočítat pomocí speciálně vytvořeného vzorce. Za účelem výpočtu indexu tlakového účinku s přítomností pravoúhlého nebo čtvercového průřezu je nutné použít vzorce, které jsou navrženy pro určitý tvar průřezu.
Sledujte také video o tom, jak vyrábět tvarované trubky.



















